يتمتع البوليستيرين القابل للتوسع (EPS) ، وهو مادة رغوة خفيفة ومفيدة ، بمكان رئيسي في عالم الإنتاج اليوم. وهو مهم بشكل خاص في صب الرغوة المفقودة. هناك ، هناك حاجة إلى أنماط رغوة دقيقة لصنع أجزاء معدنية معقدة. EPS مشهورة للحفاظ على الحرارة في الداخل والبقاء قوية. يساعد على إنشاء أنماط تختفي تماما عندما يتم صب المعدن الساخن. النتيجة هي صب دقيق جدا مع أي عيوب تقريبا. هذا المقال المدونة ينظر عن كثب في EPS كتلة صب. هذه هي الخطوة الأساسية لصنع كتل رغوة كبيرة. وتستخدم هذه الكتل في وقت لاحق في صب الرغوة المفقودة لمجالات مثل السيارات والطائرات والآلات الكبيرة.
كتلة بناء EPS
يبدأ EPS كحبات صلبة صغيرة مصنوعة من الراتنج البوليستيرين. يتم إضافة عامل نفخ مثل البنتان بداخلها. يبقى العميل هادئًا حتى تستيقظ الحرارة. في المفقودة صب الرغوةهذه الخرز مهمة جداً. تشكل الأنماط التي تختفي أثناء صب. عندما يلمس البخار الخرز ، يجعلها تنمو حتى 40 مرة أكبر. هذا يخلق مظهر رغوة الخلايا المغلقة المعروفة. المادة النهائية لها كثافات من 10 إلى 50 كيلوغرام / متر مكعب. هذه الكتل قوية ولكنها خفيفة. يمكن للناس قطعها إلى أشكال مفصلة بسهولة. يبقى السطح ناعمًا والأحجام صحيحة.
إن الخرز الموسعة مسبقا انضموا معا بشكل جيد. إنهم يقفلون بعضهم البعض دون ثغرات خلال الخطوات التالية. بالنسبة للصب الرغوة المفقودة ، يجب أن تنمو كل حبة بنفس الطريقة. إذا لم يكن كذلك ، يمكن أن تحدث بقع فارغة أو ذوبان غير متساوي. قد يسبب ذلك ثقوب أو رمل داخل الجزء المعدني النهائي. طرق جديدة لوضع العميل في الخرز جعلت EPS أفضل للمصانع المزدحمة. النتائج هي دائما نفس عند صنع أنماط لأشياء مثل كتل المحرك أو أجسام المضخة.
EPS كتلة عملية صب
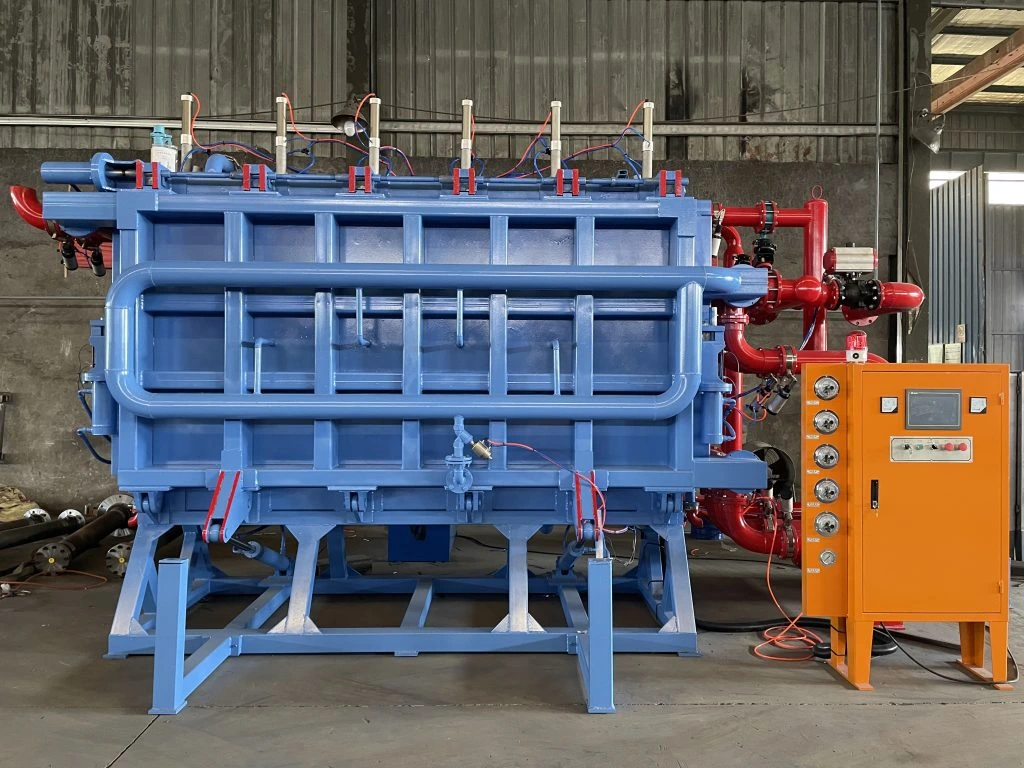
إن EPS كتلة صب تحول العملية الخرز الموسعة مسبقا إلى كتل رغوة صلبة كبيرة. يستخدم خطوات حرارة وضغط دقيقة. هذه الطريقة تعمل بشكل رائع للصب الرغوة المفقودة. الكتل تصبح مادة خام. في وقت لاحق، قطعهم العمال بأجهزة CNC إلى أنماط دقيقة. الطريقة بأكملها تركز على السرعة والجودة الثابتة. هذا يلبي الاحتياجات الصارمة للصب المعدني المثالي.
ما قبل التوسع
ما قبل التوسع هو أول تغيير كبير للحرز EPS الخام. تصبح رغوة جاهزة للقلب. داخل آلات خاصة تسمى قبل التوسع ، تتحرك الخرز في غرفة بخار. تصل الحرارة إلى 90-110 درجة مئوية ويبقى الضغط حوالي 0.5-1.5 بار. وهذا يجعلهم ينمو بالتساوي. عادة ما يكون الوقت في الداخل 30-120 ثانية. وضعها العمال للوصول إلى الكثافة المطلوبة. الكثير من النمو سيجعل الكتلة النهائية ضعيفة.
بالنسبة للصب الرغوة المفقودة ، حتى النمو مهم كثيراً. يبقي الأنماط ثابتة في وقت لاحق. تستخدم الآلات الحديثة مرحلتين أو أكثر من التوسع. وهذا يعطي أحجام الخرز أفضل وأقل فرقا بينهما. هذا العمل الدقيق يضمن أن الكتل المصبوبة يمكن أن تتعامل مع الطلاء والرمل دون الانحناء.
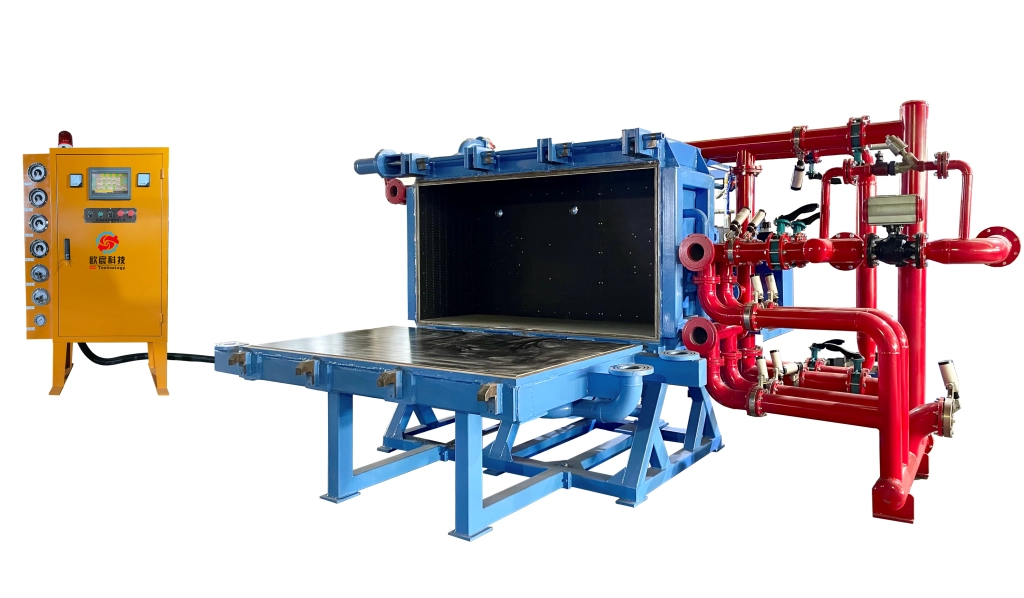
تصميم القالب والمواد
تصميم القالب الجيد هو قلب صب الكتلة. يساعد الحرارة على التحرك بسرعة وتنتشر الخرز بشكل جيد. معظم القوالب هي فولاذ ، وأحيانا مختلطة مع الألومنيوم لتكون أخف وزنا. الجدران سميكة 20-50 مم. يجب أن تتحمل العديد من دورات البخار حتى 120 درجة مئوية. في الداخل، هناك ثقوب ملء حول الحافة والفتحات في الوسط. هذه الخرز المساعدة تذهب في كل مكان بنفس الطريقة.
في عمل صب الرغوة المفقودة ، تسمح فتحات التهوية بالغاز الإضافي بسرعة. هذا يوقف الثقوب الداخلية التي يمكن أن تضر النمط عندما يتم صب المعدن. الطلاءات الخاصة مثل التفلون أو السيراميك تجعل الكتل تخرج بسهولة. يمكن لقلب واحد أن يستمر أكثر من 10000 دورة. يتم بناء العديد من القوالب في أجزاء. يمكن للمستخدمين تغييرها لأحجام كتلة مختلفة ، من 1m x 1m x 0.5m حتى 6m x 1.2m x 1m. الأحجام الكبيرة تناسب أجزاء كبيرة تماما.
معايير العملية والتحكم
بعد حبات ملء القالب، البخار يذهب لمدة 2-5 دقائق في 0.8-1.2 بار. الحرارة تخفف الخرز بما يكفي. يذوبون معا بشكل جيد. ثم يبدأ التبريد. رذاذ الماء أو الهواء الفراغ يقوم بالعمل. تصبح الكتلة صعبة في 10-20 دقيقة. أجهزة الكمبيوتر التي تسمى PLC تشاهد كل شيء في وقت واحد. تغير البخار مع صمامات ذكية. تبقى الكثافة نفسها تقريباً، مع فرق أقل من 5٪.
في صب الرغوة المفقودة، التحكم الدقيق في الحرارة يمنع الخرز من الانفجار في وقت مبكر جدا. يجب أن تبقى الكتلة أقوى من 100 كيلوباس. هذه القوة تساعد عندما يتم هز الرمال حول النمط. أجهزة الاستشعار تتحقق من الضغط والرطوبة طوال الوقت. وهذا يجعل الدورات أسرع. يمكن للمصنع صنع 50-100 كتلة في كل نوبة. كما توفر أنظمة استرداد الحرارة الطاقة.
تدابير مراقبة الجودة
عند الانتهاء من صب، كل كتلة تحصل على فحوصات دقيقة. هذه الحفاظ على جودة عالية للصب الرغوة المفقودة. يبحث الناس عن الاصطدامات أو العلامات على السطح. إنهم يقيسون بالكاليبرات. يجب أن تبقى الأحجام ضمن ± 2 مم. يقطع العمال قطع صغيرة لاختبار الكثافة. تظهر الكتل الجيدة تغييرًا أقل من 3٪ عبر القطعة بأكملها.
اختبارات الموجات الصوتية تجد مشاكل خفية دون قطع. تظهر اختبارات الضغط كم من الوزن يمكن أن تحمله الكتلة. كل دفعة تحصل على رقم. تساعد السجلات على العثور على ما حدث إذا لزم الأمر. كل هذه الخطوات تتأكد من أن كتل EPS تعمل بنفس الطريقة في كل مرة. تصبح الخردة منخفضة جدا في خطوات الصب في وقت لاحق.
أهمية تكنولوجيا الفراغ (اختياري)
استخدام الفراغ في صب الكتلة يجعل الأمور أفضل بكثير. انها مفيدة جدا لأنماط الصب الرغوة المفقودة الدقيقة. يبدأ الفراغ مباشرة بعد التبخير. يسحب عند -0.4 إلى -0.6 بار. الهواء والماء يخرجون بسرعة. التبريد يصبح أسرع بنسبة 30-50٪. الخرز تلتصق معا حتى أقوى. السطح يشعر أكثر سلاسة. الماء المتبقي في الداخل يقل عن 4%. الشقوق تقريبا لا تحدث أبدا بينما الكتل تنتظر في التخزين.
في المصابق ، يوقف الفراغ المناطق الثقيلة والخفيفة داخل الكتلة. تذوب الأنماط بنفس الطريقة عندما يصابها المعدن فوق 1400 درجة مئوية. الآلات الجديدة تعيد استخدام البخار. هذا يوفر الطاقة ويساعد الكوكب. يمكن أن تنتهي الدورات في أقل من 15 دقيقة. هذه السرعة مثالية لصنع العديد من قطع غيار السيارات كل يوم.
تطبيقات كتل EPS
بعد القطع ، تكون كتل EPS جاهزة للعديد من وظائف صب الرغوة المفقودة. تستخدمها مصانع السيارات لرؤوس الأسطوانات وحالات النقل. جدران رقيقة تصل إلى 3 مم ممكنة. صناع الطائرات يبنوا أجزاء اختبار سريعة لشفرات التوربينات. الكتل الضوئية تساعد على تغيير التصاميم بسرعة.
يستخدم عمال البناء EPS لأشكال الأساس الدافئة. ولكن في الصب ، تلمع الكتل عند صنع تركيبات حديدية قوية. المضخات والصمامات تأتي أيضا من هذه الكتل. شكل تقطيع دون نواة إضافية. أقل عدد من الأجزاء يعني عمل أبسط. في النهاية، توفر كتل EPS ما يصل إلى 20٪ مقارنة بالصب الرملي القديم.
اختيار آلة صب كتلة EPS الصحيحة
اختيار آلة صب كتلة EPS يتطلب التفكير الدقيق. يجب أن يتطابق ما يحتاجه المصنع للصب الرغوة المفقودة. الآلات تجعل 5-50 م3 / ساعة. هذا يحدد عدد الكتل في اليوم. مساحات القالب المرنة تسمح بأحجام مختلفة. أتمتة عالية مع التحكم بخار سيرفو يعطي جودة ثابتة في كل مرة.
ابحث عن آلات تستخدم طاقة قليلة، أقل من 200 كيلوواط/ساعة لكل طن. المعدن القوي يحارب الصدأ في الأماكن الرطبة. الروابط السهلة إلى الصمامات والمجففات تجعل الخط يعمل بسلاسة من البداية إلى النهاية.
اعتبارات السلامة في تشكيل كتلة EPS
السلامة دائما أولا عند تشغيل EPS كتلة صب. يحتاج البخار الساخن إلى أغطية قوية وصمامات أمان محددة إلى 2 بار. يرتدي العمال قفازات سميكة وحماية الوجه من الحروق.
الغبار يحتاج إلى فلاتر جيدة. يجب أن يبقى الهواء نظيفًا أكثر من 5 ملغ/متر مكعب. تبقى الأبواب مغلقة بينما تعمل الآلة. القواعد القوية تبقي الوحدات الثقيلة ثابتة. اتباع قواعد ISO 45001 يحافظ على سلامة الجميع حول مناطق الصب.
الختام: بناء الابتكار
تدعم عملية صب كتلة EPS دقة وسرعة صب الرغوة المفقودة. إنه يحول الخرز البسيطة إلى أنماط ذكية. هذه الأنماط تغير كيفية صنع الأجزاء المعدنية. كل خطوة، من ما قبل التوسع إلى الفحوصات النهائية، تساعد على خلق نتائج مثالية. الآلات الجديدة وأنظمة الفراغ تدفع المجال إلى الأمام. يبقى صب EPS القاعدة الرئيسية للإنتاج الحديث والخضراء والقوي.
الأسئلة الشائعة
ما هو الدور الرئيسي لكتل EPS في صب الرغوة المفقودة؟
توفر كتل EPS المواد الخام لمعالجة أنماط التبخر التي تتبخر أثناء صب المعادن ، مما يتيح تصاميم معقدة بدون نواة تقليدية.
كيف تحسن تكنولوجيا الفراغ جودة كتلة EPS لتطبيقات الصب؟
يزيل الهواء والرطوبة المحاصرين ، مما يضمن كثافة موحدة وأسطح أكثر سلاسة تعزز استقرار النمط وتقليل عيوب الصب مثل المسامية.
ما هو نطاق الكثافة المثالي لكتل EPS المستخدمة في صب الرغوة المفقودة؟
توازن الكثافات بين 15-25 كيلوغرام / متر مكعب بين قابلية التصنيع والنظافة التبخرية ، مما يقلل من البقايا أثناء صب درجات الحرارة العالية.
هل يمكن لآلات تشكيل EPS أن تتعامل مع المواد المعاد تدويرها؟
نعم، تتضمن الآلات الحديثة نسب خلط قابلة للتعديل لدمج ما يصل إلى 30٪ من EPS المعاد تدويره، مما يعزز الاستدامة دون المساس بسلامة الكتلة.
ما هي العيوب الشائعة في صب كتلة EPS وكيف يتم منعها؟
يتم تخفيف الفراغات والاندماج غير المتساوي من خلال التحكم الدقيق في البخار والتهوية ، مع فحص الجودة الذي يضمن الامتثال لأداء الصب الموثوق به.
تمكين المصب الخاص بك مع معدات الصب الرغوة المفقودة الممتازة من مصنع ومورد موثوق به
المصانع والمصنعين الذين يسعون لتحسين خطوط إنتاج صب الرغوة المفقودة يتحولون إلى موردين متخصصين لمعدات موثوقة عالية الكفاءة. كمصنع رائد ومورد ومصنع لحلول الصب الرغوة المفقودة المتقدمة ، تكنولوجيا OC يوفر أنظمة مفتاحية تتكامل بسلاسة مع سيرات العمل الموجودة. استكشف مجموعتنا، بما في ذلك آلات صب شكل EPS الآلية بالكامل لإنتاج نمط رغوة دقيق، آلات ورق رغوة كفاءة الطاقة متوافقة مع مواد EPS ومواد البوليمر المشتركة، آلات تشكيل هيدروليكية PLC أفقية وعمودية لإنشاء كتلة متعددة الاستخدامات، صوامع النضج لتخزين الخرز، مجففات اتصل بـ OC Technology اليوم في +86 15988479417 أو zyh@oc-epc.com لطلب اقتباس مخصص ورفع كفاءة الصب الخاصة بك مع الآلات المثبتة والمبتكرة.



