The EPS Pre Expander Machine plays a central role in lost foam casting. It prepares expanded polystyrene (EPS) beads that form the patterns which disappear when hot metal pours in. This step requires careful control over bead growth to get even density, strong shapes, and clean castings without flaws.

Introduction to Lost Foam Casting and the Role of EPS Pre Expander Machine
Casting de espuma perdida uses a foam pattern that turns to vapor when molten metal touches it. The metal fills the empty space left behind. This method works well for complex shapes. It cuts down on extra machining and wastes less material than regular sand casting.
The EPS pre expander machine takes raw beads and makes them expand. It activates the pentane inside through steady heat and pressure. Beads grow 20–50 times bigger. They form closed-cell foam perfect for patterns. In lost foam work, expanded beads usually reach densities of 20–30 kg/m³. The sweet spot often sits at 22–28 kg/m³. This range balances pattern strength with clean burning away. Even expansion stops shape warping, poor joining, or gas pockets in the final casting.
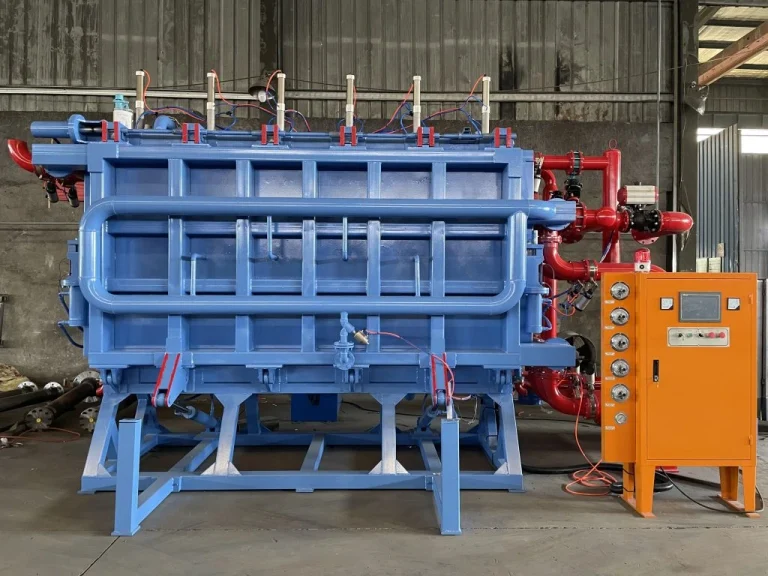
Key Components of an EPS Pre Expander Machine
Modern EPS pre expander machines include a sealed expansion chamber, steam inlets with control valves for exact pressure (usually 4–8 bar), and electromagnetic heating to hold barrel heat near 98°C. This mix keeps things dry and stops wet beads.
Stirring arms spread beads evenly. Bottom discharge lets beads out quickly and fully to avoid clumping. Later parts include moving air dry beds and aging silos with shake screens to remove bad pieces. PLC controls, electronic scales (±1 gram accurate), and remote watching allow full auto running, saved recipes, and trackable steps.
How Does an EPS Pre Expander Machine Work? Step-by-Step Process
The EPS pre expander machine turns raw beads into stable expanded foam through a steady auto cycle.
- Loading Raw Beads Raw EPS beads with pentane load into the chamber by auto feed or exact weighing.
- Pre-Heating and Pressurization The chamber closes. Low-pressure steam starts to condition beads. Then full pressure builds. Electromagnetic heat keeps temperatures steady. This stops water buildup.
- Expansion Phase Steam (90–110°C) softens the polystyrene shell. Pentane turns to vapor. This builds inside pressure that blows beads into tiny cells. Stirring keeps growth even. Cycle time and pressure set final density—longer or stronger pressure makes lower density.
- Stabilization and Discharge Steam stops. Pressure vents. Bottom discharge shoots beads out fast. Compressed air cools the chamber to stop over-growth.
- Maturation Beads go to air beds or silos for cooling and air fill into cells. Aging (usually 8–72 hours, often 24–48 hours) steadies size. Fresh beads can still grow a bit if not aged right. Shake screens catch flaws.
PLC systems run all steps. Control valves keep things exact and even.
Process Parameters and Density Control in EPS Pre Expansion
Density control matters a lot. It affects pattern stiffness, burn-off speed, and metal flow in lost foam casting. Target density balances strong patterns (higher for detailed shapes) with easy vapor (lower for thin areas).
Main settings include:
- Steam pressure (4–8 bar) and time: Higher or longer lowers density.
- Temperature hold (98–110°C): Stops uneven growth.
- Bead stay time: Adjusted for wanted expansion ratio.
- Electronic weighing: Keeps input exact with ±1 gram difference.
Even density stops weak or strong spots that cause folds or bubbles. Advanced machines hold 20–30 kg/m³ with round, whole bead
Importance of EPS Pre Expander Machine in Lost Foam Casting Process
Pattern quality decides casting success. Good pre-expansion makes smooth, unbroken beads. They mold cleanly, hold coating well, and burn away without leaving gas holes, bad fills, or trapped bits.
Steady density allows repeat good results in high-volume making of car parts, machine cases, and complex pieces. It cuts waste, saves energy, and raises foundry output.
Advantages of Advanced EPS Pre Expander Machines
New EPS pre expander machines bring:
- Hybrid electromagnetic-steam foaming for stable, top bead quality without breaks.
- Exact control through PLC, valves, and remote checks.
- Fast bottom discharge with anti-clump design.
- Fit for EPS, copolymers, and special resins.
- Built-in safety like leak and power-fail protection.
These features raise output, lower costs, and improve pattern trust in tough lost foam work.
Challenges and Best Practices in EPS Pre-Expansion for Lost Foam Casting
Challenges include getting even beads, controlling aging to avoid size shifts, and tuning settings for different metals (e.g., aluminum vs. iron). Too much expansion weakens patterns. Too little makes poor joining.
Best steps include regular scale checks, steam quality watch, and standard aging rules (usually 24–72 hours). Data records help track and keep quality same shift to shift.
Integration of EPS Pre-Expansion with Downstream Lost Foam Steps
Expanded beads move to molding. They fill aluminum dies and get more steam to join into solid patterns. Patterns get refractory coats, group into clusters, sit in loose sand, and take molten metal under control. Good pre-expansion ensures bead join strength. It cuts open holes that affect metal speed and flaw formation.
Conclusión
The EPS pre expander machine links raw material change with the exact needs of lost foam casting. Careful expansion and density control lead to better results.
Tecnología OC, does great as a manufacturer and supplier of high-end smart lost foam casting gear, especially in the white area. Models include fully automatic pre-foaming machines with air dry beds, such as OC-YF-Y450 (1650x1200x2680 mm, 40kg capacity) and OC-YF-Y550 (1750x1250x3450 mm, 60kg capacity). They feature hybrid foaming, PLC auto, bottom discharge, and remote tuning.
PREGUNTAS FRECUENTES
What density range is ideal for EPS beads in lost foam casting?
Typically 20–30 kg/m³, with 22–28 kg/m³ common to balance pattern strength and vaporization efficiency.
Why is maturation necessary after pre-expansion?
Freshly expanded beads remain unstable and continue slight expansion; maturation allows air diffusion and dimensional stabilization.
How does steam pressure affect bead density?
Higher pressure or longer exposure reduces density by increasing expansion.
What causes “dead beads” in pre-expansion?
Excess moisture or uneven heating; hybrid electromagnetic-steam methods prevent this.
How accurate is density control in advanced machines?
Electronic weighing achieves deviations within ±1 gram, ensuring high repeatability.
Partner with a Trusted Manufacturer and Supplier for Lost Foam Casting Equipment
Casting manufacturers, foundry operators, and equipment suppliers seeking reliable EPS pre expander machines should contact OC Technology. As a dedicated factory specializing in lost foam solutions, OC Technology delivers precision pre-foaming equipment tailored for efficiency and quality. Inquire via Tel: +86 15988479417 or Email: zyh@oc-epc.com for technical consultations, custom configurations, or production line optimizations.