लॉस्ट फोम कास्टिंग एक उन्नत विनिर्माण प्रक्रिया है जो उच्च परिशुद्धता और दक्षता के साथ जटिल धातु भागों का उत्पादन करने की क्षमता के लिए प्रसिद्ध है।
समग्र खोई हुई फोम कास्टिंग प्रक्रिया को तीन मुख्य क्षेत्रों में विभाजित किया जा सकता है:
- सफेद क्षेत्र:वह चरण जहां फोम पैटर्न बनाए जाते हैं।
- पीला क्षेत्र:कोटिंग (या ब्रशिंग) चरण।
- काला क्षेत्र:मोल्डिंग और डालने का चरण।
यह लेख पर केंद्रित है सफेद क्षेत्र, इसकी महत्वपूर्ण प्रक्रियाओं और प्रमुख नियंत्रण मापदंडों का विवरण देना जो उच्च गुणवत्ता वाले फोम पैटर्न उत्पादन को सुनिश्चित करते हैं।
सफेद क्षेत्र को समझना
सफेद क्षेत्र खोए हुए फोम कास्टिंग प्रक्रिया की शुरुआत को चिह्नित करता है।
- मनका चयन
- पूर्व झाग
- सुखाना {{url_placeholder_0}}}
- फोमिंग का गठन
- अंतिम सुखाने
- बॉन्डिंग {{url_placeholder_0}}}
प्रत्येक कदम फोम पैटर्न के निर्माण में महत्वपूर्ण भूमिका निभाता है जो सख्त गुणवत्ता मानकों को पूरा करता है।
1। मनका चयन
पूरी कास्टिंग प्रक्रिया की सफलता के लिए सही फोम मनका सामग्री चुनना महत्वपूर्ण है।
- कम घनत्व
- तेजी से वाष्पीकरण
- न्यूनतम गैस रिहाई
- कम अवशिष्ट सामग्री
फोम मोतियों के तीन प्राथमिक प्रकार हैं:
ईपीएस (एक्सपेंडेबल पॉलीस्टाइनिन):
92%की कार्बन सामग्री (डब्ल्यू (सी)), न्यूनतम गैस रिलीज और कम लागत के साथ पारभासी मोतियों।
STMMA (Styrene {{url_placeholder_0}}} methacrylate copolymer राल):
60% और 90% और मध्यम गैस रिलीज और लागत के बीच डब्ल्यू (सी) के साथ दूध-सफेद, पारभासी मोतियों।
EPMMA (विस्तार योग्य पॉलीमेथाइल मेथैक्रिलेट):
60%के डब्ल्यू (सी) के साथ पारभासी मोतियों, उच्चतम गैस रिलीज और उच्चतम लागत की पेशकश।
मोतियों का चयन करते समय, निर्माताओं को विचार करना चाहिए:
- कास्टिंग सामग्री के लिए मनका की उपयुक्तता।
- सतह कार्बन जमाव पर विभिन्न डब्ल्यू (सी) स्तरों का प्रभाव।
- कास्टिंग प्रक्रिया पर गैस रिलीज का प्रभाव।
- उत्पादन लागत।
आदर्श मनका सामग्री घनत्व में कम होनी चाहिए, न्यूनतम गैस जारी करना चाहिए, थोड़ा पायरोलिसिस अवशेष छोड़ देना चाहिए, कम डब्ल्यू (सी) हो, एक छोटे मनका आकार की सुविधा, अच्छी कठोरता और प्रक्रिया क्षमता के अधिकारी होते हैं, और न्यूनतम समावेशन होते हैं।
2. पूर्व-पूर्व प्रक्रिया

पूर्व झाग अंतिम पैटर्न गठन के लिए उन्हें तैयार करने के लिए फोम मोतियों का प्रारंभिक विस्तार है।
उड़ाने वाले एजेंट सामग्री:
मूल मोतियों में आमतौर पर 4.8% और 7% उड़ाने वाले एजेंट के बीच होता है।
घनत्व नियंत्रण:
पूर्व-फोमिंग के बाद, मनके घनत्व को 0.018–0.025 g {{url_placeholder_0}} के बीच 30-40 बार विस्तार अनुपात के साथ बनाए रखा जाना चाहिए।
प्रक्रिया लचीलापन:
आंतरायिक पूर्व-फोमिंग ऑपरेटरों को प्रदर्शन के आधार पर मापदंडों के बैच-बाय-बैच को समायोजित करने की अनुमति देता है, जो स्थिरता सुनिश्चित करता है।
3। सुखाने और इलाज
प्री-फोमिंग के बाद, मोतियों में अभी भी अवशिष्ट उड़ाने वाले एजेंट होते हैं और, यदि भाप का उपयोग किया जाता है, तो नमी।
प्राकृतिक इलाज:
पूर्व-फोमेड मोतियों को एक शांत, शुष्क और हवादार वातावरण में रखा जाता है।
दबावित इलाज:
यदि स्वाभाविक रूप से ठीक किए गए मोतियों को घनत्व में बहुत कम होता है, तो उन्हें एक सील कंटेनर में रखा जा सकता है और आगे के विस्तार को बढ़ावा देने के लिए एक दबाव वाले गैस वातावरण (आमतौर पर 0.2–0.3 एमपीए 4-8 घंटे के लिए) के अधीन किया जा सकता है।
3. फोमिंग प्रक्रिया का गठन

गठन फोमिंग चरण संपीड़ित हवा के साथ एक मोल्ड गुहा में पूर्व-फोमेड मोतियों को पेश करना और फिर गर्म भाप लागू करना शामिल है।
- भरना
- दबाव
- गरम करना
- शीतलक
इस चरण के दौरान सामान्य दोष और उनके उपायों में शामिल हैं:
अपर्याप्त संलयन या घनत्व:
अक्सर अपर्याप्त भरने, कम गठन तापमान, या अपर्याप्त उड़ाने वाले एजेंट के कारण होता है;
मोल्ड की सतह पर पिघलना या संकोचन:
आमतौर पर अत्यधिक उच्च गठन तापमान या तेजी से ठंडा होने के कारण;
धुंधला या अधूरा सतह आकृति:
अनुचित मनका आकार या खराब तरीके से डिज़ाइन किए गए फ़ीड {{url_placeholder_0}} पोर्ट के कारण;
बीड इंटरफेस में विस्तार या फलाव:
अत्यधिक तेजी से शीतलन या विस्तारित गठन समय का परिणाम;
पोस्ट-डिमोल्डिंग संकोचन:
कम मनके घनत्व या अपर्याप्त इलाज के कारण;
5। बॉन्डिंग और असेंबली
जटिल ज्यामितीयों के साथ कास्टिंग के लिए या जब विशिष्ट गेटिंग सिस्टम आवश्यकताओं को एक-टुकड़ा पैटर्न को रोकता है, तो फोम पैटर्न को खंडित किया जाना चाहिए और बाद में एक साथ बंधना होना चाहिए।
न्यूनतम चिपकने वाला उपयोग:
दोनों सतहों पर केवल थोड़ी मात्रा में चिपकने वाला लागू किया जाना चाहिए।
अतिरिक्त बन्धन:
कुछ मामलों में, अतिरिक्त निर्धारण के लिए पिन डाला जा सकता है।
निर्बाध जोड़ों:
संबंधों को अंतराल से मुक्त होना चाहिए।
उच्च गुणवत्ता वाली सतह खत्म:
बॉन्डिंग सतहों को चिकनी और सटीक रूप से संरेखित किया जाना चाहिए।
ईक्विपमेंट और प्रक्रिया एकीकरण
हांग्जो ओचेन टेक्नोलॉजी कं, लिमिटेड अत्याधुनिक उपकरण प्रदान करता है जो खोए हुए फोम कास्टिंग में सफेद क्षेत्र को ठीक से नियंत्रित करता है।
प्री-फोमिंग मशीनें:
ये मशीनें स्थिर तापमान बनाए रखने के लिए विद्युत चुम्बकीय और स्टीम हीटिंग को नियुक्त करती हैं और समान फोमिंग सुनिश्चित करती हैं।
परिपक्वता सिलोस:
विस्तार के बाद की परिपक्वता प्रक्रिया का प्रबंधन करने के लिए डिज़ाइन किया गया, ये सिलोस मोल्डिंग के लिए मोतियों को बेहतर तरीके से तैयार करने के लिए सामग्री स्तर के सेंसर और स्वचालित समय समायोजन का उपयोग करते हैं।
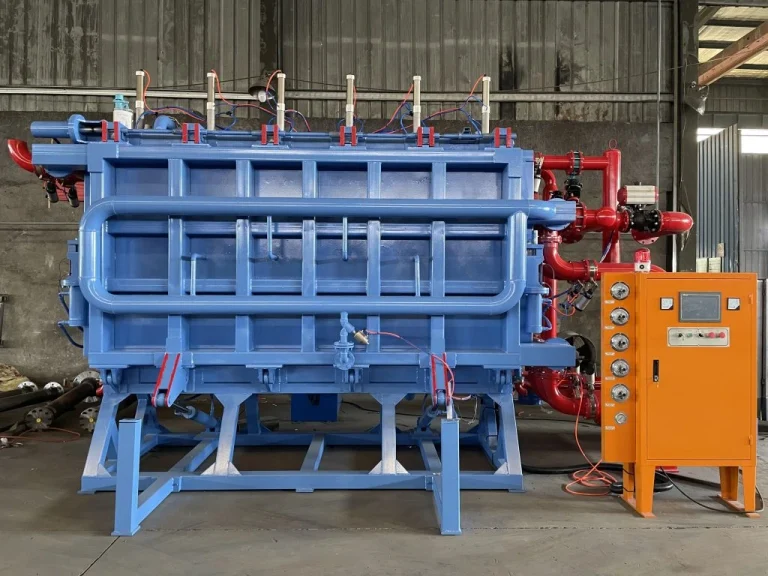
फोम मोल्डिंग मशीनें:
ऊर्ध्वाधर और क्षैतिज कॉन्फ़िगरेशन में उपलब्ध, ये मशीनें मोल्ड्स को सुरक्षित करने और भाप लीक को रोकने के लिए हाइड्रोलिक सिस्टम का उपयोग करती हैं।
एयर ड्रायर:
ऊर्जा-कुशल वायु गर्मी पंपों का उपयोग करते हुए, ये ड्रायर तेजी से सफेद पैटर्न और कोटिंग से नमी को दूर करते हैं, बाद की प्रक्रियाओं के लिए तत्परता सुनिश्चित करते हैं।

केंद्रीय वैक्यूम सिस्टम:
पीएलसी-नियंत्रित सिस्टम सफेद पैटर्न के त्वरित ठंडा होने, गर्मी की वसूली की सुविधा और अपशिष्ट जल निर्वहन से बचने के लिए एक नकारात्मक दबाव वातावरण बनाए रखते हैं।
लिफ्ट-प्रकार पेंट मिक्सर:
ये मिक्सर फोम पैटर्न पर लागू कोटिंग्स की एकसमान सम्मिश्रण सुनिश्चित करते हैं, जो लगातार अंतिम गुणवत्ता में योगदान करते हैं।
साथ में, ये सिस्टम सफेद क्षेत्र में उच्च दक्षता, ऊर्जा बचत और स्वचालन को सुनिश्चित करते हैं, जिससे लगातार और उच्च गुणवत्ता वाले फोम पैटर्न उत्पादन होता है। बिक्री के बाद सेवा और तकनीकी सहायता।