Apa itu Slag Inclusion dalam Lost Foam Casting
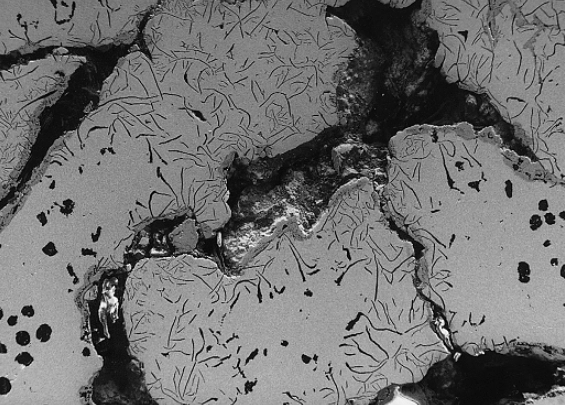
Inklusi slag adalah cacat di mana partikel pasir, fragmen lapisan, dan kotoran lainnya memasuki casting bersama dengan logam lebur selama menuangkan. Setelah pemesinan, cacat ini muncul sebagai bintik-bintik putih atau abu-abu hitam di permukaan casting-bintik putih adalah partikel pasir kuarsa, sementara yang abu-abu hitam adalah slag, sisa lapisan, dan produk dekomposisi pola busa. Cacat ini umumnya disebut sebagai "perangkap pasir" atau "inklusi slag." Hal ini umum dalam pengecoran busa hilang dan sulit dihilangkan sepenuhnya. Hanya kontrol yang teliti pada setiap tahap dapat secara signifikan mengurangi kejadiannya dan meningkatkan kualitas pengecoran.
Penyebab Inklusi Slag dan Perangkapan Pasir
Masalah dalam Sistem Gating dan Lapisan Pola Busa
Semua bagian dari cangkir tuang ke sistem gerbang dan ke rongga pengecoran dapat berkontribusi pada inklusi slag, terutama pada sendi antara sistem gerbang dan tubuh pengecoran. Penyebab yang paling kritis termasuk retakan atau pelepasan lapisan pada pola busa, terutama di persimpangan seperti sprue lurus untuk pelari atau pelari untuk ingate. Jika lapisan jatuh atau retak, butir pasir dan puing-puing dapat dengan mudah memasuki logam lebur, membentuk inklusi.
Parameter Proses (Tuangkan Kepala, Suhu, Vakum, Ukuran Biji-bijian Pasir)
Parameter proses seperti ketinggian kepala tekanan tuang, suhu logam, derajat vakum, dan ukuran butir pasir juga sangat mempengaruhi pembentukan inklusi slag. Pengaturan parameter yang salah dapat menyebabkan turbulensi berlebihan atau erosi lapisan selama menuangkan.
Pengurusan dan Transportasi Pola Busa
Kerusakan selama transportasi atau penanganan yang tidak tepat dari pola busa dilapisi dapat menyebabkan retakan atau pelepasan di lapisan lapisan sebelum menuangkan bahkan dimulai. Cacat ini menjadi titik masuk untuk pasir dan kotoran selama menuangkan.
Metode dan Langkah-langkah untuk Mengurangi atau Menghapus Inklusi Slag
Lapisan

Lapisan pengecoran busa yang hilang melayani beberapa tujuan: meningkatkan permukaan finish; mencegah adhesi pasir; membantu de-sanding; memungkinkan gas dari busa dekomposisi untuk melarikan diri; mencegah infiltrasi logam ke dalam cetakan pasir; meningkatkan kekakuan pola; dan akhirnya meningkatkan akurasi dimensi dan tingkat hasil. Untuk mencegah kemasukan slag, lapisan harus memiliki kekuatan tinggi - baik pada suhu kamar (untuk menahan retak selama pengeringan / transportasi) dan suhu tinggi (untuk menahan erosi logam lebur). Lapisan untuk sistem gerbang harus memiliki kekuatan tahan api yang lebih tinggi daripada yang digunakan untuk casting sendiri karena paparan yang lama terhadap aliran logam panas.
Perakitan cetakan dan pengemasan
Selama perakitan cetakan, tidak ada retakan atau kelenggaran yang harus ada di sendi seperti koneksi sprue-runner atau runner-ingate. Pastikan penguatan yang tepat menggunakan braces jika diperlukan. Tempatkan perakitan pola dengan lembut di pasir bawah tanpa suspensi. Hindari penambahan pasir agresif langsung ke pola-menggunakan selang lembut pada awalnya diikuti oleh penyebaran seperti hujan setelah getaran dimulai. Getaran awal harus lembut sampai pola dikuburkan di pasir kering; Kemudian meningkatkan amplitudo secara bertahap. Jangan pernah membungkuk semburan selama getaran karena berisiko retak lapisan. Sebelum menuangkan, bersihkan cangkir menuangkan secara menyeluruh untuk menghilangkan debu atau partikel mengambang yang dapat memperkenalkan inklusi.
Tuangkan Kepala, Suhu, dan Waktu
Kepala tekanan yang lebih tinggi meningkatkan turbulensi dan risiko erosi - cocok ukuran ladle dengan volume casting. Hindari menggunakan ladle besar untuk cetakan kecil. Jaga nozel ladle dekat dengan menuangkan cangkir untuk mengurangi ketinggian jatuh bebas logam lebur. Untuk besi abu-abu: temp keran ~ 1480 ° C; Tuangkan pada 1380-1420 ° C. Untuk besi duktil: keran di atas 1500 ° C; Tuangkan pada 1420-1450 ° C. Casting baja: tuang antara 1480-1560 ° C. Untuk cetakan 300-500 kg: tujuan untuk 10-20 detik menuangkan waktu per kotak cetakan.
Kontrol Vakum
Vakum meningkatkan pemadatan pasir kering, evakuasi gas, kemampuan pengisian cetakan, dan meningkatkan kondisi kerja di lingkungan tertutup. Namun, vakum yang berlebihan meningkatkan risiko menarik kotoran melalui retakan di lapisan lapisan. Tingkat vakum yang direkomendasikan untuk besi cor adalah 0,025-0,04 MPa.
Slag Traps dan Desain Riser
Menggabungkan perangkap slag dalam sistem gerbang atau menempatkan riser yang dirancang khusus untuk pengumpulan slag membantu mengisolasi kotoran dari memasuki rongga pengecoran akhir secara efektif.
Kualitas Pasir Cetakan
Ukuran butir pasir mempengaruhi keduanya kelemahan adhesi dan inklusi - terlalu kasar mengarah ke lebih banyak inklusi; terlalu halus membatasi permeabilitas. Untuk casting besi, gunakan pasir kuarsa yang dicuci dengan ukuran butir 30/50 mesh untuk hasil optimal.
Pemurnian Logam Lebur
Pemurnian logam lebur sangat penting sepanjang peleburan melalui tahap menuangkan dalam pengecoran busa hilang. Teknik filtrasi membantu menghilangkan inklusi non-logam sebelum mereka mencapai cetakan - ini tetap menjadi salah satu teknologi kunci yang memastikan casting bersih dalam proses ini.
Kesimpulan
Mengurangi inklusi slag dalam pengecoran busa hilang membutuhkan kontrol holistik di seluruh seleksi bahan, presisi peralatan, optimasi proses, protokol penanganan, dan sistem pemantauan real-time.
Hangzhou Ouchen Technology Co., Ltd menyediakan solusi canggih khusus disesuaikan untuk mengoptimalkan setiap langkah yang terlibat dalam produksi busa hilang.
PERTANYAAN YANG SERING DIAJUKAN
Q1: Mengapa kualitas lapisan begitu penting?
Karena lapisan retak atau terpisah memungkinkan titik masuk langsung untuk biji-bijian pasir ke dalam aliran logam lebur - mengarah langsung ke inklusi slag yang merusak kualitas permukaan pasca pemesinan.
Q2: Sistem vakum apa yang memastikan tekanan negatif yang konsisten?
Unit vakum pusat mengadopsi kontrol otomatis PLC Pompa tekanan negatif mengadopsi beberapa set kontrol frekuensi variabel Tekanan negatif sistem dipertahankan pada -0,5MPa hingga -0,8MPa
Q3: Bagaimana Hangzhou Ouchen memastikan pemanasan seragam selama cetakan?
Desain eksklusif metode pemanasan penetrasi drainase uap anti-7 berbentuk dan all-round dispersi urutan memecahkan masalah suhu pemanasan seragam untuk bahan templat berukuran besar yang menghilang
Q4: Bagaimana manik-manik matang dengan benar sebelum digunakan?
Karena tekanan negatif di dalam manik-manik yang baru disiapkan mereka perlu matang untuk periode waktu biasanya 8-12 jam tergantung pada suhu lingkungan
Hangzhou Ouchen Technology Co., Ltd - Produsen terkemuka Peralatan Casting Busa Hilang
Hangzhou Ouchen Technology Co., LTD, khusus dalam produksi high-end cerdas hilang busa cor area putih peralatan Perusahaan memperkenalkan teknologi atas EPS / EPP Jerman dikombinasikan dengan sejumlah paten kekayaan intelektual independen Ini telah inovatif dalam penelitian dan pengembangan sains dan teknologi memenangkan kehormatan "Sains dan teknologi perusahaan kecil dan menengah di Provinsi Zhejiang"
Dari mesin pra-busa otomatis dengan metode pemanasan hibrida elektromagnetik-uap yang menghindari “ manik-manik mati” , ke mesin pembentuk hidrolik PLC vertikal yang dilengkapi dengan fitur debugging jarak jauh yang memastikan pembentukan cetakan yang tepat - solusi Ouchen mengatasi setiap titik rasa sakit yang terkait dengan inklusi slag.
Sistem vakum terpusat mereka mempertahankan tingkat tekanan negatif yang konsisten sambil memulihkan energi panas secara efisien tanpa melepaskan air limbah - solusi berkelanjutan yang selaras dengan standar industri modern.
Untuk pengecoran yang bertujuan untuk casting busa hilang berkualitas tinggi dengan cacat minimal seperti inklusi slag atau perangkap pasir, sistem terintegrasi Ouchen menawarkan jalan maju yang terbukti didukung oleh keunggulan rekayasa yang didorong inovasi. Hubungi kami hari ini Untuk kesepakatan terbaik.



