膨張性ポリスチレン(EPS)は軽量で有用な発泡材料であり、現在の生産世界で重要な地位を占めている。これは消失型鋳造において特に重要である。そこで、複雑な金具を製造するためには、正確な泡パターンが必要です。EPSは内部の熱を維持し、丈夫さを保つことで知られている。鉄水注入時に完全に消えるパターンを作成するのに役立ちます。その結果、鋳物は非常に正確で、欠陥はほとんどありません。このブログ記事はEPSブロックの成形をよく研究している。これは大型発泡ブロックを作る基本的なステップです。これらのブロックはその後、自動車、航空機、大型機械などの分野での消失鋳造に使用された。
EPSブロック
EPSは最初はポリスチレン樹脂から作られた微小固体ビーズであった。そこにペンタンなどの発泡剤を加える。捜査官は高温が呼び覚ますまで静かにしていた。に フォームキャスティングの紛失ああ、これらのビーズは非常に重要です。それらが形成したパターンは傾倒中に消失する。蒸気がビーズに接触すると、この試薬はそれらを40倍に成長させる。これにより、よく知られた閉孔発泡体の外観が得られる。最終材料の密度は10〜50 kg/m³であった。このような積み木は丈夫で軽い。人々は簡単にそれらを詳細な形に切ることができます。表面は滑らかに保たれ、寸法は正確に保たれている。
「 The よびぼうちょうビーズ うまく結びついている。次のステップでは、隙間なく相互にロックされます。消失型鋳造の場合、各ビーズは同じ方法で成長しなければならない。空点や不均一な溶融が発生する可能性があります。これにより、完成した金属部品の内部に穴や砂粒ができる可能性があります。試薬をビーズに入れる新しい方法は、忙しい工場にEPSを適したものにします。エンジンシリンダ又はポンプボディのためにパターンを作成する場合、結果は常に同じである。
EPSブロック成形プロセス
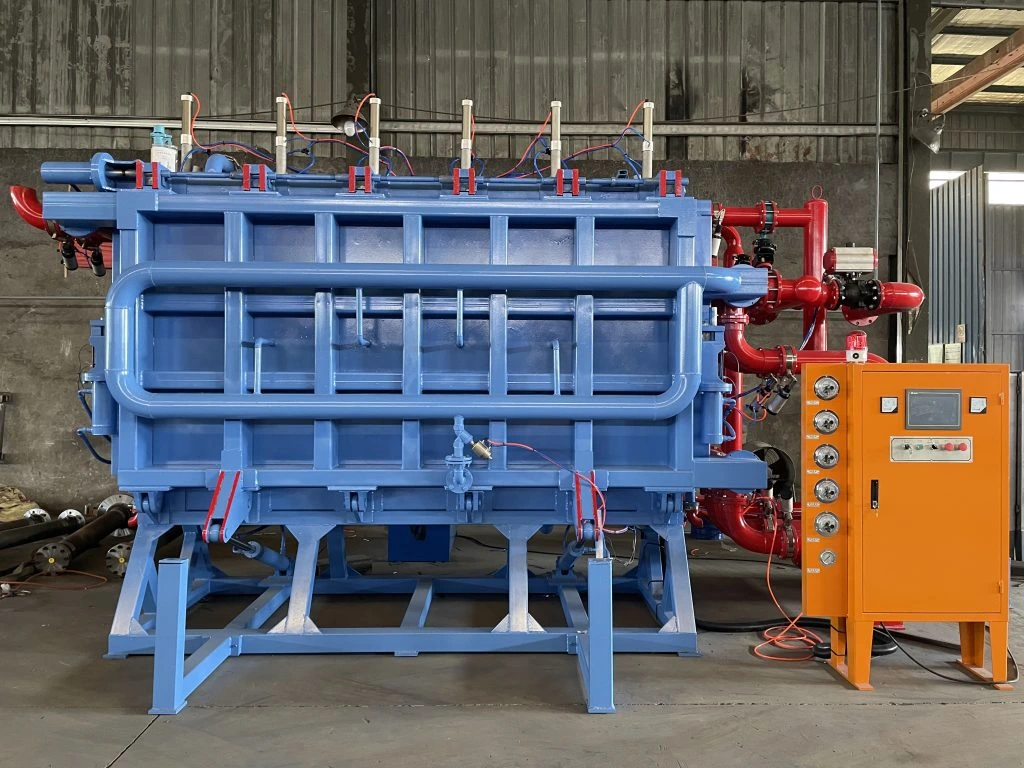
「 The EPSブロック成形 このプロセスは、予備膨張ビーズを大型固体発泡体ブロックに変換する。慎重な加熱と加圧ステップを使用しています。この方法は消失型鋳造に非常に適している。これらの塊は原材料になった。労働者たちはその後、数値制御工作機械で正確なパターンに切断した。全体の方法は速度と安定した品質を重視している。これは完全な金属鋳物に対する厳しい要求を満たしている。
事前拡張
予備膨張は原料EPSビーズの最初の大きな変化である。それらは泡になって、成形の準備をします。予備膨張器と呼ばれる特殊な機械内では、ビーズが蒸気室を移動している。熱は90〜110℃に達し、圧力は0.5〜1.5バール程度に保たれている。これにより、均等に成長します。中の時間は通常30 ~ 120秒です。労働者たちはそれを必要な密度に設定した。過剰な成長は最後のブロックを弱めるだろう。
消失型鋳造には、成長さえ重要である。それは後でモードを安定させます。現代の機械は2つ以上の拡張段階を使用している。これにより、ビードサイズがより良くなり、それらの間の差がより小さくなります。このような細かい作業により、モジュールは曲げずにコーティングや砂を処理することができます。
金型設計と材料
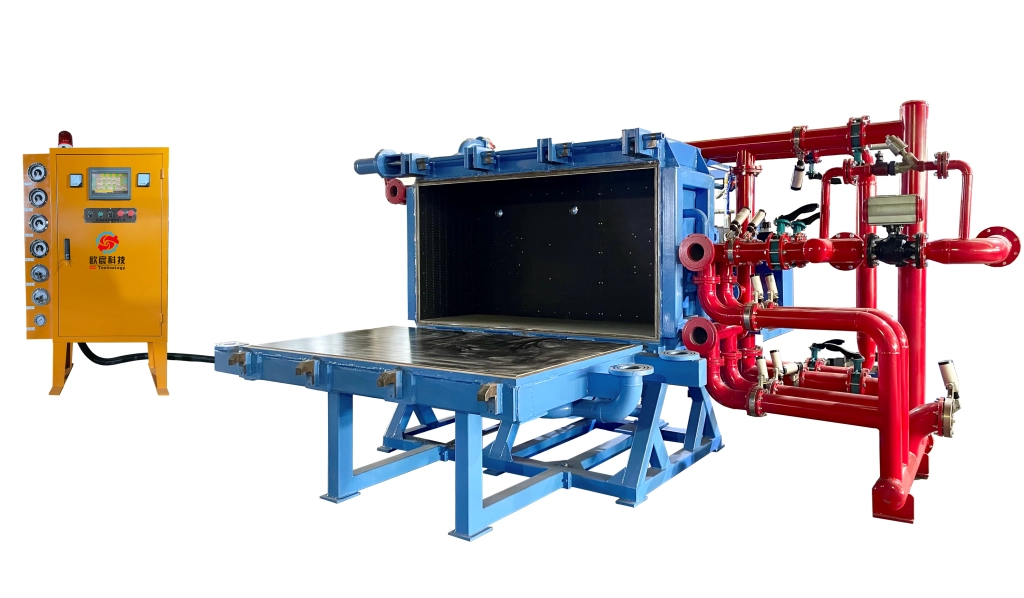
良い金型設計はブロック成形の核心である。熱の急速な移動に役立ち、ビーズの伝播が良好です。ほとんどの金型は鋼製で、重量を減らすためにアルミニウムと混合することがあります。壁の厚さは20 ~ 50 mm。120°Cまでの複数回の蒸気サイクルに耐えなければなりません。中には、縁に充填穴があり、真ん中に通気口があります。これらのヘルプビーズはどこでも同じです。
消失型鋳造作業では、通気口から余分なガスが速やかに排出される。これにより、金属を注入する際に内部にパターンを損傷する可能性のある穴ができるのを防ぐことができます。テフロンやセラミックスなどの特殊コーティングはブロックを取り出しやすくしている。1つの金型は10,000回以上循環することができます。多くの金型は部品で作られている。ユーザは、1 mx 1 mx 0.5 mから6 mx 1.2 mx 1 mまで、異なるブロックサイズに応じて変更することができる。大きなサイズは大きな部品にぴったりです。
プロセスパラメータと制御
ビーズ充填金型後、0.8〜1.2バールの圧力で2〜5分間蒸気を発生させた。熱はビーズを程よく柔らかくする。それらはよく融合している。そして冷却を開始します。水や真空空気を噴射することでこの作業を完了することができます。ブロックは10〜20分以内に硬くなる。PLCと呼ばれるコンピュータは、すべてを同時に監視することができます。彼らはスマートバルブで蒸気を変えた。密度はほとんど変わらず、5%未満の差があります。
消失型鋳造では、正確な熱制御によりビーズの早期脱落を防止することができる。ブロックは100 kPa以上の強度を維持しなければならない。砂が模様の周りで揺れると、この力が役立ちます。センサーは常に圧力と湿度をチェックしている。これにより、サイクルが速くなります。1つの工場では1クラスあたり50 ~ 100元生産できる。熱回収システムもエネルギーを節約することができます。
品質管理措置
成形が完了すると、各ブロックはよくチェックされます。これらは消失型鋳造の高品質を確保している。人々は表面の突起や痕跡を探している。彼らは定規で測定した。寸法は±2 mm以内に保持する必要があります。作業者は密度をテストするために小さな塊を切断します。良いブロックはブロック全体の変化が3%未満であることを示している。
音波試験は切断せずに隠された問題を発見することができる。圧力試験はこのブロックが耐えられる重量を示した。各バッチには数字があります。必要に応じて、レコードを作成することで問題点を特定できます。これらのすべてのステップは、EPSブロックが毎回正常に動作することを保証します。その後の鋳造工程では、廃棄物は非常に低くなりました。
真空技術の重要性(オプション)
ブロック成形に真空を使用することで、より良いことができます。正確な消失型鋳造パターンに非常に役立ちます。蒸煮直後に真空引きを開始した。その張力は-0.4から-0.6バールです。空気と水はすぐに出てきます。冷却速度は30〜50%向上した。ビーズはくっついたほうが丈夫だ。表面はより滑らかな感じがします。内部に残った水分は4%以下に低下した。ブロックがストレージで待機している間は、亀裂はほとんど発生しません。
鋳造工場では、真空はブロック内の重さと軽さを阻止することができる。金属温度が1400℃を超えると、パターンも同様に溶融する。比較的新しい機械は蒸気を繰り返し使用する。これは電力を節約し、地球を守るのに役立ちます。サイクルは15分以内に完了することができます。この速度は毎日多くの自動車部品を製造するのに適している。
EPSブロックの適用
切断後、EPSブロックは多くの消失した泡鋳造作業を行う準備ができている。自動車工場ではシリンダヘッドとトランスミッションに使用されています。薄い壁は3ミリに達することができる。航空機メーカーはタービン翼のために迅速な試験部品を製造している。軽量ブロックは、設計を迅速に変更するのに役立ちます。
建設労働者は暖かい基礎テンプレートとしてEPSを使用している。しかし、鋳造中に頑丈な金具を作ると、これらのブロックはキラキラと光ります。ポンプとバルブもこれらのブロックから来ています。アンダーカットで形成され、追加のコアはありません。部品が少ないということは、より簡単な作業を意味します。最終的に、EPSブロックは古い砂型鋳造に比べて20%もコストを削減します。
適切なEPSブロック成形機を選択する
EPSブロック成形機を選ぶにはよく考えなければならない。それは工場の消失型鋳造に対する需要と一致しなければならない。機械の生産量は5-50 m³/時間である。これにより、1日に何ブロックあるかが決まります。柔軟な金型空間は異なる寸法を可能にする。サーボ蒸気制御の高度自動化は毎回安定した品質を提供することができる。
トン当たり200キロワット時未満の消費電力の小さい機器を探しています。硬い金属は湿った場所で錆を防ぐ。サイロと乾燥機との簡単な接続により、生産ラインは最初から最後まで安定して動作します。
EPSブロック成形の安全配慮
EPSブロックを成形する際、安全は常に第一位である。熱蒸気には頑丈な蓋と2バールに設定された安全弁が必要です。労働者は厚い手袋と顔の保護装置を着用し、やけどを防止した。
ビーズダストには良好なフィルターが必要です。空気は5 mg/m³よりも清潔に保たなければならない。機械が作動している間、ドアはずっとロックされていた。強大な基地は重型部隊を安定させた。ISO 45001規則に従うことで、鋳造領域の周囲のすべての人の安全を保証することができる。
結論:革新の基礎
EPSブロック成形プロセスは、消失型鋳造の正確性と速度をサポートする。シンプルなビーズをスマートな模様に変えています。これらのパターンは金属部品の製造方法を変えた。事前拡張から最終検査までのすべてのステップは、完璧な結果を作成するのに役立ちます。新しい機械と真空システムがこの分野の発展を促した。EPS成形は依然として現代、グリーン、強大な生産の主要な基地である。
よくあるご質問
消失型鋳造におけるEPSブロックの主な役割は何ですか。
EPSブロックは、金属注入中に蒸発する蒸発パターンを加工するために原材料を提供し、伝統的なコアを必要としない複雑な設計を実現した。
真空技術はどのようにEPSブロックの鋳造応用における品質を高めますか?
滞留した空気と水分を除去し、均一な密度とより滑らかな表面を確保し、パターンの安定性を強化し、気孔などの鋳造欠陥を減少させた。
消失型鋳造に使用されるEPSブロックの最適な密度範囲は何ですか。
密度は15-25 kg/m³の間にあり、加工性と蒸発清浄度をバランスさせ、高温キャスティング中の残留物を最大限に減少させた。
EPSブロック成形機はリサイクル材を処理できますか?
はい、現代の機械は調節可能な混合比を採用して、最大30%の再生EPSを統合することができて、ブロックの完全性を損なうことなく持続可能性を促進します。
EPSブロック成形によく見られる欠陥はどれらがあり、どのように予防しますか。
正確な蒸気制御と通風により、空隙と不均一な融着が減少し、品質検査により信頼できる鋳造性能のコンプライアンスが確保された。
信頼できる製造業者とサプライヤーが提供する優れた消失型鋳造設備を使用して、鋳造工場にエネルギーを供給する
消失型鋳造生産ラインを最適化する鋳造工場とメーカーを専門サプライヤーに転向し、信頼性と効率的な設備を得ることを求めている。先進的な消失型鋳造ソリューションのリーディングメーカー、サプライヤー、工場として、 OC テクノロジー 既存のワークフローにシームレスに統合されたキー交換システムを提供します。正確な泡パターンの製造に使用される全自動EPS成形機、EPSと共重合体材料と互換性のある省エネ発泡板機、多機能ブロックの作成に使用される横型と縦型PLC油圧成形機、ビーズ貯蔵に使用される熟成サイロ、ヒートポンプ技術付き室内と上部に設置された空気乾燥機、欠陥のない注入に使用される中央真空システム、均一なコーティングに使用される昇降式塗料混合機を含む製品シリーズを探索した。 今日もOCテクノロジーに連絡してください at +86 15988479417または zyh@oc-epc.com 見積もりのカスタマイズを依頼し、検証された革新的な機械を使用して鋳造効率を向上させます。



