Lost foam casting brings clear benefits to metal foundries that want more flexibility and better efficiency. The process allows complex shapes, near-net-shape parts, and clear cuts in energy use, labor, materials, and total costs when compared with traditional methods. Even so, many foundries hold back because they think it needs heavy spending on automated lines and special tooling. In truth, moving into lost foam casting takes very little money up front. Foundries that make iron, steel, aluminum, or brass can start with prototypes and short runs. They use simple raw materials and their current setup.
Lost Foam Advantages
Lost foam casting makes it possible to build detailed components with inside channels, blind holes, and exact positions. These features often turn out hard or expensive in standard sand or nobake processes. Studies show energy savings of 25 to 30 percent, labor productivity gains of 46 percent, material cuts of 7 percent, and production cost drops of 20 to 25 percent. The process also creates less solid waste, fewer particles in the air, and lower greenhouse gases.
Tolerances usually reach +/- 0.003 inches per inch. Optimized setups can hit +/- 0.002 inches per inch. Thin-walled ductile iron castings show even better control, down to +/- 0.0015 inches at 0.040-inch wall thickness. These accuracies often remove or reduce machining after casting. The savings from less machining cover any small differences in the process.
Components made with lost foam have zero or alternating draft angles. As-cast threads become possible with the right techniques. Because there is no traditional tooling, foundries can machine foam patterns directly for quick prototypes or replacement parts. High casting yields above 70 percent—and often 80 percent—appear when gating design helps metal flow well.
Steps to Trying Lost Foam
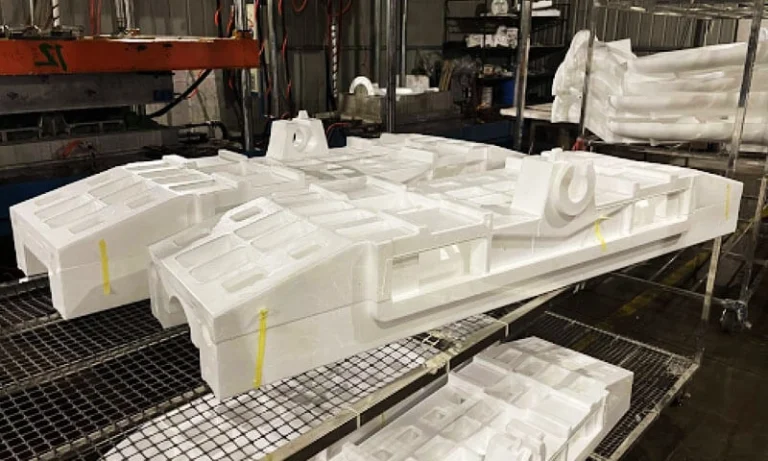
The basic lost foam process includes making a foam pattern, coating it, placing it in unbonded sand, and pouring molten metal that turns the pattern into vapor. For entry with low capital, foundries machine patterns from foam stock and use manual compaction instead of buying automated equipment or molds.
Step 1: Obtain Foam
Expanded polystyrene (EPS) foam works as the main material. Ideal densities run from 1 to 1.5 pounds per cubic foot. For jobs that need tight carbon control in iron castings, co-polymer foams that mix EPS and polymethyl methacrylate give good results. Foam must come in block form that suits machining.
Safety stays very important. Foam must not contain flame retardants because these can lead to explosions during pouring. Suppliers should confirm no retardants are present. Foundries should run their own flame tests too. Fresh foam needs aging for at least three weeks so dimensions stabilize as leftover moisture leaves.
Step 2: Pattern Machining
A CNC machine creates the pattern from foam blocks. The right feeds, speeds, and depths of cut stop tearing, especially with bead-based foams. Higher spindle speeds with lighter cuts give clean surfaces and small chips instead of pulled beads.
Design changes only cover metal shrinkage. The firm sand support removes any mold wall movement. Aluminum alloys may add risers or use gating as risers because of higher solidification shrinkage. Iron alloys usually need no risers. This way supports fast changes from CAD models to real patterns.
Step 3: Adhesive
Foam sections join without trouble to form complex assemblies with internal features or interlocking parts. Simple adhesives work fine for trials. Specialized hot-melt adhesives made for foam give stronger and cleaner bonds. A small amount of adhesive keeps extra gas low and avoids surface problems on the finished casting.
Step 4: Gating
Gating systems use consumable ceramic sprues glued to foam runners and ingates. No standard gating ratio applies, and choke points must stay away. Patterns can come from stock or get copied as needed.
Aluminum castings often use top-feeding. Iron, steel, and brass usually prefer bottom-feeding. Parts should tilt a little to help sand flow into every feature. Sand moves uphill only short distances, so designs focus on gravity-assisted filling. Good gating makes sure sand packs evenly around the pattern and prevents metal-sand mixtures that spoil the casting.
Step 5: Coating
Lost foam-specific coatings form a permeable barrier. The barrier holds the sand and lets gas escape. Ready-to-use formulations make work easier. Custom mixes need viscometers to keep consistency. Thorough mixing happens before immediate use to avoid settling. Application takes place by dipping or pouring.
Overmixing brings in bubbles that create coating defects and surface issues. Even thickness remains key for castings without defects.
Step 6: Drying
 Moisture in the coating can cause burn-on or steam defects. Drying options range from simple air flow with fans to controlled rooms with heat and dehumidification. The choice depends on local climate and facility conditions.
Moisture in the coating can cause burn-on or steam defects. Drying options range from simple air flow with fans to controlled rooms with heat and dehumidification. The choice depends on local climate and facility conditions.
Step 7: Coating Inspection
Cracks in the dried coating lead to sand burn-on or mold collapse. Inspections spot problems so touch-ups can target them. Too much re-coating may trap gases and push metal back up the sprue. Zircon-based fillers fix small cracks without a full new coat.
Step 8: Compaction
Manual compaction takes the place of costly automated lines. A modified 55-gallon steel drum serves as a basic flask. Unbonded dry sand or ceramic beads fill the container. First layers get firm through repeated mallet strikes.
The coated foam assembly rests on the base layer. More sand or beads pour slowly while compacting. This ensures flow around all shapes without harm to the coating. Thin sections need balanced filling to prevent distortion. At least 10 inches of overburden stops flotation and keeps dimensions steady.
Step 9: Casting
Melting follows normal foundry practices. Pouring requires higher superheat—usually 50 to 100 degrees Fahrenheit above standard—to vaporize the foam fully. Too much superheat can cause boiling in iron or more oxidation in aluminum.
Fast pouring keeps the sprue full and uses metal weight against gas pressure. Flames at the flask show normal styrene combustion. Slow pours raise the chance of collapse or explosion.
Step 10: Finishing
Castings cool enough for shakeout after 30 minutes for aluminum or one hour for ferrous alloys. The insulative mold sometimes allows self-annealing in certain metals. Finishing looks like sand casting but needs much less blast time because surfaces come out smoother.
Successful work produces clean, high-tolerance parts. Failures usually create irregular masses with heavy burn-on. These offer little chance for rework.
Ready, Set, Go
Foundries that need fast prototypes or small-volume production find an easy entry through machined-foam and manual-compaction lost foam casting. The method fits with existing melting, pouring, and finishing operations. It needs only small temperature changes. Trials use scrap or pigged metal, so early costs stay very low.
This approach works well for runs under 100 pieces. Bigger volumes may later support dedicated tooling and automation. The manual way first lets foundries test and check the market. Foundries grow their abilities without large changes to infrastructure. They position themselves for complex, high-value work.
FAQ
What metals work with low-capital lost foam casting?
Iron, steel, aluminum, and brass all adapt readily to the machined-foam manual process.
How much does it cost to start lost foam trials?
Primary expenses involve foam stock, coating materials, and basic adhesives. Existing CNC equipment and melting furnaces minimize additional investment.
What tolerances can lost foam achieve without machining?
Typical tolerances reach +/- 0.003 inches per inch, with tighter results possible through optimized patterns and compaction.
Is special training required for lost foam gating?
Gating differs from traditional sand casting. Focus on sand flow, tilt angles, and avoiding upward fill paths ensures success.
Can lost foam replace additive manufacturing for prototypes?
Yes. Machined foam patterns enable fast, accurate metal prototypes at competitive costs for many geometries.
Partner with a Trusted Lost Foam Casting Equipment Manufacturer
Foundries seeking to scale lost foam operations beyond prototypes benefit from partnering with established equipment providers. OC Technology stands as a professional manufacturer and supplier of high-end intelligent lost foam casting equipment, specializing in white-area solutions. As a national high-tech enterprise and partner of the China Lost Foam Industry Association, the company integrates advanced EPS technology with proprietary patents to deliver automated foam molding machines, pre-expanders, central vacuum systems, lift-type paint mixers, air dryers, maturation silos, and complete turnkey production lines for both white-zone and yellow-zone operations.
These systems emphasize high efficiency, quality, and low energy consumption. They support foundries worldwide in moving from manual trials to high-volume automated production. Examples include full lines that enable thousands of tons annually for automotive, agricultural, and appliance components.
For foundries ready to upgrade or expand, contact OC Technology to explore customized lost foam casting equipment solutions that align with production goals.