Lost foam casting produces high-quality metal parts—but its success begins with choosing the right foam beads. Unlike general packaging foam, specialized foam beads for lost foam casting are engineered to expand and vaporize cleanly when molten metal is poured into the mold. Selecting the proper material is crucial, as variations in gas generation and carbon content can adversely affect the final casting. This article explains the key factors and processes involved in selecting and preparing foam beads to ensure superior lost foam castings.
1. Understanding Specialized Foam Beads
Not all foam beads are created equal. Lost foam casting uses materials specifically developed to meet the unique demands of the process. The three main types are:
Expandable Polystyrene Resin Beads (EPS): These are specifically formulated for lost foam casting. EPS is a popular choice, especially for aluminum castings, due to its cost-effectiveness and ease of use.
Expandable Methyl Methacrylate-Styrene Copolymer Resin Beads (STMMA): This copolymer combines the advantages of both EPS and EPMMA and can be adjusted to produce foamed plastics with different properties to meet various casting needs. It is often preferred for low-carbon steel castings where surface carbon increase is a critical concern.
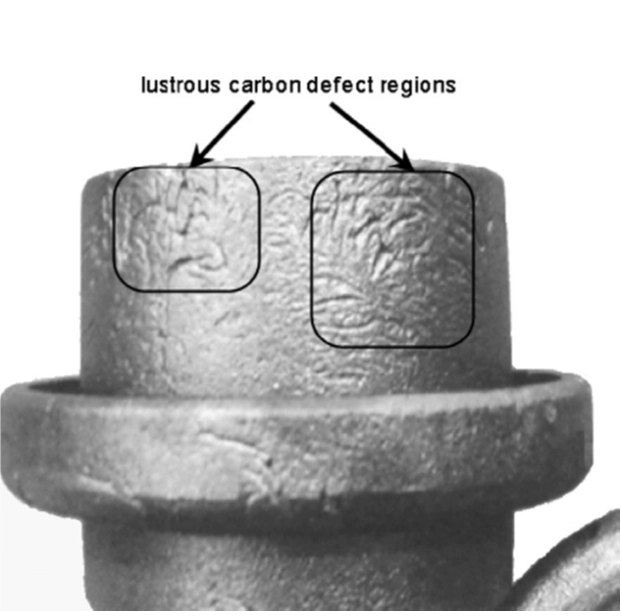
Expandable Polymethyl Methacrylate Resin Beads (EPMMA): These beads are particularly effective at addressing issues such as carbon increase, surface wrinkling, and slag inclusion. However, they also release about 1.5 times more gas than EPS. EPMMA is often chosen for alloy steel castings with very strict surface requirements.
Selecting the ideal bead type means matching the bead’s properties with the casting material and quality requirements. In general, the optimal material should be low in density, release minimal gas and pyrolysis residue, have a low w(C) content, and offer excellent rigidity and processability—all while remaining cost-effective.
2. Criteria for Original Bead Selection
The choice of bead size and type depends on both the casting material and the minimum wall thickness of the final product. In practice, the process follows these steps:
Material and Quality Requirements:
Choose the bead type according to the metal being cast. For example, EPS works well for nonferrous metals and gray cast iron, whereas STMMA is preferred for low-carbon steels to reduce surface carbon. For high-performance or precision castings, EPMMA may be the best option.
Bead Size Relative to Wall Thickness:
The bead’s original diameter must be chosen so that—after expansion—the beads fill the thinnest sections of the pattern uniformly. Typically, the expanded bead’s diameter is about three times that of the original bead, assuming an expansion ratio of 40–50 times. To ensure a smooth surface finish, at least three beads should span the minimum wall thickness. This requirement can be expressed by the formula:
Maximum Original Bead Diameter (mm) = (Minimum Casting Wall Thickness (mm) × 1/3) × 1/3.
For instance, if a casting has a minimum wall thickness of 5 mm, the original bead diameter should be less than 0.55 mm. For very thin walls—such as those in gray iron castings—even smaller beads may be necessary, while thicker sections can accommodate larger beads without compromising pattern strength.
3. Preparing Foam Beads: Pre-Foaming and Curing

Once the correct foam bead material and size are chosen, the next step is to prepare the beads for molding. This preparation generally occurs in two stages: pre-foaming and subsequent drying/curing.
Pre-Foaming
Pre-foaming expands the original beads to a predetermined size and density before molding. There are two common methods:
Intermittent Steam Pre-Foaming:
This method uses controlled steam to expand the beads. The required pre-foaming temperature depends on the bead type:
- EPS:100–105 °C
- STMMA:105–115 °C
- EPMMA:120–130 °C
It is critical that the steam is evenly distributed and that the pressure and flow rate are carefully managed. Excessive pressure or concentrated steam can cause clumping, uneven expansion, or bead rupture. Typically, the blowing agent content in the original beads ranges from 4.8% to 7%; adjustments are made if the content is outside this range.
Vacuum Pre-Foaming:
In this process, beads are expanded by a combination of heat and vacuum without direct contact with steam or oil. Key control factors include the pre-heating temperature and time, the vacuum level (typically 0.06–0.08 MPa), and the duration of vacuum extraction (usually 20–30 seconds, with a pre-heating time of 1–3 minutes).
Drying and Curing
After pre-foaming, beads contain residual blowing agent and moisture (especially if steam was used), which can lead to deformation if not removed. The drying and curing stage stabilizes the beads’ dimensions:
For Vacuum Pre-Foamed Beads:
These are generally dry and uniform, but may still require a brief curing period.
For Steam Pre-Foamed Beads:
These beads have higher moisture content (around 10%) and must be dried—typically at an air temperature of 25–35 °C—until the water content falls below 2%. They are then allowed to cure at an optimal temperature of 20–25 °C, with curing times varying based on bead density and material type.
4. Quality Requirements for the Foam Pattern
The foam pattern created from the prepared beads must meet strict quality standards to ensure a successful casting. Key requirements include:
Surface Quality:
The pattern surface should be smooth and uniformly fused, without any protrusions, depressions, or signs of over-fusing. It must also be free of oil stains and conform to precise dimensional specifications.
Density and Uniformity:
A low, uniform density minimizes the production of pyrolysis byproducts during casting. The absence of inclusions is also essential to avoid casting defects.
Pre-Coating Drying:
Before applying any refractory coatings, the pattern must be thoroughly dried to stabilize its dimensions.
Strength and Rigidity:
The foam pattern must be robust enough to withstand subsequent processes (bonding, coating, handling, and sand compaction) without deforming.
5. The Manufacturing Process Flow for Foam Patterns
The entire process for creating a lost foam casting pattern typically follows this flow:
- Original Bead Selection:
Choose the appropriate bead type and size based on casting requirements. - Pre-Foaming:
Expand the beads using an intermittent steam or vacuum pre-foaming machine. - Drying and Curing:
Remove moisture and stabilize bead dimensions. - Foaming and Molding:
Fill a mold cavity with the prepared beads and perform secondary foaming to form a solid pattern. - Pattern Curing:
Further cure and stabilize the formed pattern—either naturally or in a controlled curing chamber. - Pattern Assembly:
For complex castings, bond multiple foam pattern pieces together using fast-curing adhesives that vaporize cleanly during casting.
6.Equipment Integration and Process Optimization

Advanced manufacturing equipment can significantly enhance the precision and consistency of the foam pattern production process. For example, companies like Hangzhou Ouchen Technology Co., LTD offer state-of-the-art pre-foaming machines that use electromagnetic and steam heating combined with electronic weighing systems to ensure consistent bead density. Other equipment—such as maturation silos, foam molding machines (available in vertical and horizontal configurations), and automated drying systems—helps streamline the entire process, reducing human error and ensuring dimensional accuracy.
Conclusion
Selecting and preparing the right foam beads is the foundation of high-quality lost foam castings. By carefully evaluating the bead type, size, pre-foaming conditions, and subsequent drying and curing protocols—and by ensuring that the foam pattern meets stringent quality standards—manufacturers can optimize the lost foam casting process for superior results. In turn, these improvements lead to more reliable, cost-effective castings with excellent surface finishes and dimensional accuracy.