Slag bao gồm trong Lost Foam Casting là gì
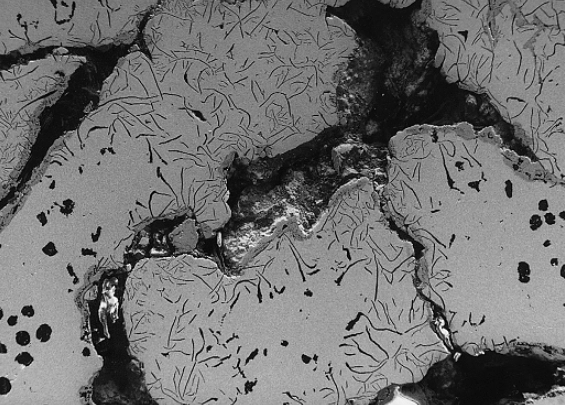
Sự bao gồm rụi là một khiếm khuyết nơi các hạt cát, mảnh lớp phủ và các tạp chất khác vào đúc cùng với kim loại nóng chảy trong khi đổ. Sau khi gia công, những khiếm khuyết này xuất hiện dưới dạng các vết trắng hoặc màu xám đen trên bề mặt đúc - các vết trắng là các hạt cát thạch anh, trong khi những vết xám đen là rụi, dư lượng lớp phủ và các sản phẩm phân hủy của các mẫu bọt. Lỗi này thường được gọi là "bị mắc kẹt cát" hoặc "bao gồm vết nấu". Nó phổ biến trong đúc bọt bị mất và khó loại bỏ hoàn toàn. Chỉ có kiểm soát tỉ mỉ ở mỗi giai đoạn có thể giảm đáng kể sự xuất hiện của nó và cải thiện chất lượng đúc.
Nguyên nhân của Slag bao gồm và cát bẫy
Các vấn đề trong hệ thống Gating và Foam Pattern Coating
Tất cả các bộ phận từ cốc đổ đến hệ thống cổng và vào khoang đúc có thể góp phần vào việc bao gồm nứt, đặc biệt là tại các khớp giữa hệ thống cổng và cơ thể đúc. Nguyên nhân quan trọng nhất bao gồm nứt hoặc tách lớp phủ trên các mẫu bọt, đặc biệt là tại các điểm giao tiếp như thẳng sprue để chạy hoặc chạy để ingate. Nếu lớp phủ rơi xuống hoặc nứt, hạt cát và mảnh vỡ có thể dễ dàng xâm nhập kim loại nóng chảy, tạo thành các bao gồm.
Các thông số quy trình (đầu đổ, nhiệt độ, chân không, kích thước hạt cát)
Các thông số quy trình như chiều cao đầu áp suất đổ, nhiệt độ kim loại, mức độ chân không và kích thước hạt cát cũng ảnh hưởng nặng đến sự hình thành bao gồm nứt. Cài đặt thông số không chính xác có thể gây biến động quá mức hoặc ăn mòn lớp phủ trong khi đổ.
Xử lý và vận chuyển các mẫu bọt
Hư hại trong quá trình vận chuyển hoặc xử lý không đúng các mẫu bọt được phủ có thể dẫn đến các vết nứt hoặc tách ra trong lớp phủ trước khi đổ thậm chí bắt đầu. Những khuyết tật này trở thành điểm nhập cảnh cho cát và tạp chất trong khi đổ.
Phương pháp và biện pháp để giảm hoặc loại bỏ sự bao gồm sương
Sơn

Mất lớp phủ đúc bọt phục vụ nhiều mục đích: cải thiện kết thúc bề mặt; ngăn chặn sự dính kẹp cát; hỗ trợ de-sanding; cho phép khí từ bọt phân hủy thoát; ngăn chặn kim loại xâm nhập vào khuôn cát; tăng độ cứng mô hình; và cuối cùng nâng cao độ chính xác kích thước và tỷ lệ năng suất. Để ngăn chặn sự bao gồm nứt, lớp phủ phải có độ bền cao - cả ở nhiệt độ phòng (để chống nứt trong khi sấy / vận chuyển) và nhiệt độ cao (để chống lại sự xói mòn kim loại nóng chảy). Sơn lớp phủ cho hệ thống cửa nên có độ bền chống cháy cao hơn so với bản thân đúc do tiếp xúc lâu dài với dòng chảy kim loại nóng.
Lắp ráp khuôn và đóng gói
Trong quá trình lắp ráp khuôn, không có vết nứt hoặc nới lỏng nên tồn tại tại các khớp như các kết nối sprue-runner hoặc runner-ingate. Đảm bảo tăng cường đúng cách bằng cách sử dụng vòng nắp nếu cần thiết. Đặt các lắp ráp mô hình nhẹ nhàng trên cát dưới mà không cần treo. Tránh thêm cát tích cực trực tiếp vào các mẫu - sử dụng ống mềm ban đầu theo sau là rắc giống mưa sau khi bắt đầu rung. Vibration ban đầu nên nhẹ nhàng cho đến khi các mẫu được chôn trong cát khô; sau đó tăng chiều đại dần dần. Đừng bao giờ uốn cong mùi trong khi rung vì nó có nguy cơ vỡ lớp phủ. Trước khi đổ, làm sạch cốc đổ kỹ lưỡng để loại bỏ bụi hoặc các hạt nổi có thể giới thiệu các chất bao gồm.
Đổ đầu, nhiệt độ và thời gian
Đầu áp suất cao hơn làm tăng rủi ro biến động và xói mòn - phù hợp với kích thước nồi phù hợp với khối lượng đúc. Tránh sử dụng thùng lớn cho khuôn nhỏ. Giữ vòi phun gần đổ cốc để giảm chiều cao rơi tự do của kim loại nóng chảy. Đối với sắt xám: nhiệt độ vòi ~ 1480 ° C; đổ ở 1380-1420 ° C. Đối với sắt ductile: vòi trên 1500 ° C; đổ ở 1420-1450 ° C. Thép đúc: đổ giữa 1480-1560 ° C. Đối với khuôn 300-500 kg: mục tiêu cho 10-20 giây đổ thời gian cho mỗi hộp khuôn.
Kiểm soát chân không
Chân không tăng cường nén cát khô, sơ tán khí, khả năng điền khuôn và cải thiện điều kiện làm việc trong môi trường kín. Tuy nhiên, chân không quá mức làm tăng nguy cơ kéo các tạp chất thông qua các vết nứt trong các lớp phủ. Mức chân không được khuyến nghị cho sắt đúc là 0,025-0,04 MPa.
Bẫy Slag và Thiết kế Riser
Kết hợp các bẫy nấm trong các hệ thống cửa hoặc đặt các ống tăng được thiết kế đặc biệt để thu thập nấm giúp cô lập các tạp chất từ việc đi vào khoang đúc cuối cùng một cách hiệu quả.
Chất lượng cát khuôn
Kích thước hạt cát ảnh hưởng đến cả khuyết tật dính dáng và bao gồm - quá thô dẫn đến nhiều bao gồm hơn; quá tốt hạn chế độ thấm. Đối với đúc sắt, sử dụng cát thạch anh rửa với kích thước hạt 30/50 lưới để có kết quả tối ưu.
Lọc kim loại nóng chảy
Làm sạch kim loại tan chảy là rất quan trọng trong suốt quá trình tan chảy thông qua các giai đoạn đổ trong đúc bọt bị mất. Kỹ thuật lọc giúp loại bỏ các chứa không kim loại trước khi chúng đến khuôn mẫu - đây vẫn là một trong những công nghệ chính đảm bảo đúc sạch trong quá trình này.
Phần kết luận
Giảm sự bao gồm nứt trong đúc bọt mất đòi hỏi kiểm soát toàn diện trên lựa chọn vật liệu, độ chính xác thiết bị, tối ưu hóa quy trình, giao thức xử lý và hệ thống giám sát thời gian thực.
Công ty TNHH Công nghệ Hàng Châu Ouchen cung cấp các giải pháp tiên tiến đặc biệt được thiết kế để tối ưu hóa mỗi bước liên quan đến sản xuất bọt bị mất.
Câu hỏi thường gặp
Q1: Tại sao chất lượng lớp phủ quan trọng đến vậy?
Bởi vì các lớp phủ nứt hoặc tách cho phép các điểm nhập trực tiếp cho hạt cát vào các dòng chảy kim loại nóng chảy - dẫn trực tiếp đến các chứa đựng nấm làm suy giảm chất lượng bề mặt sau gia công.
Q2: Loại hệ thống chân không nào đảm bảo áp suất tiêu cực nhất quán?
Đơn vị chân không trung tâm áp dụng điều khiển tự động PLC Bơm áp suất âm áp dụng nhiều bộ điều khiển tần số biến Áp suất âm của hệ thống được duy trì ở -0,5MPa đến -0,8MPa
Q3: Làm thế nào để Hangzhou Ouchen đảm bảo sưởi ấm đồng nhất trong quá trình đúc?
Thiết kế độc quyền của phương pháp sưởi ấm thâm nhập thoát nước hơi chống hình dạng 7 và phân tán toàn vòng giải quyết vấn đề nhiệt độ sưởi ấm đồng nhất cho vật liệu mẫu biến mất kích thước lớn
Q4: Làm thế nào hạt trưởng thành đúng cách trước khi sử dụng?
Do áp suất tiêu cực bên trong hạt mới chuẩn bị, chúng cần được trưởng thành trong một khoảng thời gian thường là 8-12 giờ tùy thuộc vào nhiệt độ xung quanh
Hangzhou Ouchen Technology Co., Ltd - Nhà sản xuất hàng đầu của thiết bị đúc bọt bị mất
Hangzhou Ouchen Technology Co., LTD, chuyên sản xuất cao cấp thông minh mất bọt đúc trắng khu vực thiết bị Các doanh nghiệp Công ty giới thiệu công nghệ hàng đầu của Đức EPS / EPP kết hợp với một số bằng sáng chế sở hữu trí tuệ độc lập Nó đã đổi mới trong nghiên cứu và phát triển khoa học và công nghệ đã giành danh dự "doanh nghiệp nhỏ và vừa khoa học và công nghệ ở tỉnh Chiết Giang"
Từ máy tạo bọt trước tự động với các phương pháp sưởi ấm lai điện từ-hơi nước tránh “ hạt chết” , đến máy tạo hình thủy lực PLC dọc được trang bị các tính năng khắc phục lỗi từ xa đảm bảo định dạng khuôn chính xác - các giải pháp của Ouchen giải quyết mọi điểm đau liên quan đến việc bao gồm nứt.
Hệ thống chân không tập trung của họ duy trì mức áp suất âm nhất quán trong khi phục hồi năng lượng nhiệt một cách hiệu quả mà không xả nước thải - một giải pháp bền vững phù hợp với các tiêu chuẩn công nghiệp hiện đại.
Đối với các nhà máy đúc nhằm mục đích đúc bọt bị mất chất lượng cao với những khuyết tật tối thiểu như bao gồm nấm hoặc cát bị mắc kẹt - các hệ thống tích hợp của Ouchen cung cấp một con đường đã được chứng minh được hỗ trợ bởi sự xuất sắc kỹ thuật được thúc đẩy bởi sự đổi mới. Liên hệ với chúng tôi ngay hôm nay cho thỏa thuận tốt nhất.



