What Is Lost Foam Casting
Casting busa yang hilang adalah cara yang rapi untuk membuat bagian logam rinci. Ini menggunakan bentuk busa untuk membentuk potongan yang tepat. Pola busa polistirene dilapisi dengan bahan tahan panas. Kemudian ditempatkan di pasir yang longgar. Ketika logam panas dituangkan, busa terbakar. Ini meninggalkan ruang yang membentuk bagian logam akhir. Metode ini melewati inti tradisional dan garis pemisahan. Ini memungkinkan bentuk mewah dan memotong pemesinan ekstra.
Mempersiapkan pola busa
Merancang Pola untuk Formasi Cetakan yang Akurat
Casting busa hilang yang baik dimulai dengan desain busa spot-on. Bentuk busa harus cocok dengan bagian logam akhir secara tepat. Program komputer khusus, seperti CAD, membantu merancang pola ini. Mereka memperhitungkan perubahan ukuran dan sudut. Hal ini menjaga bentuk bagian tepat selama casting.
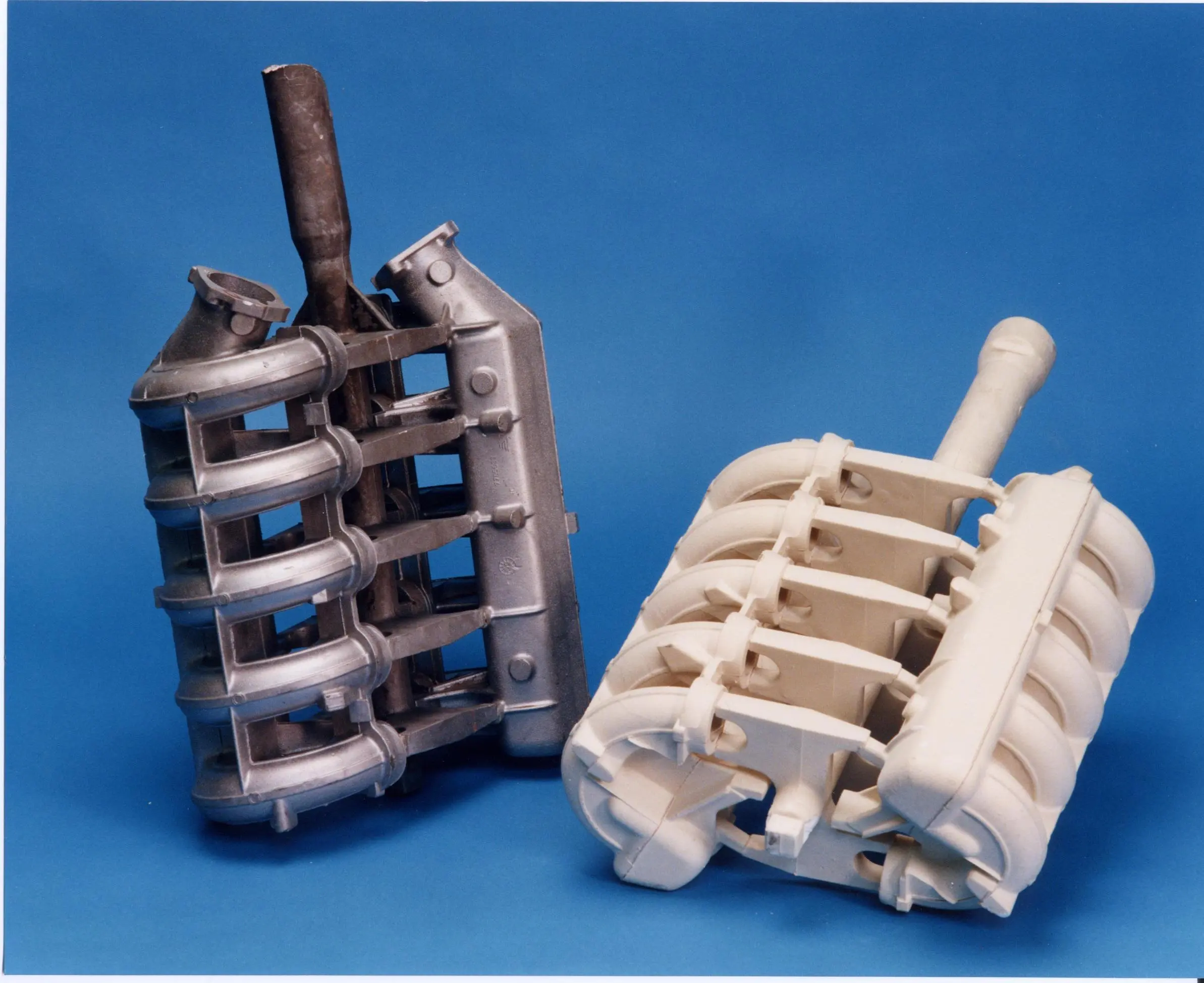
Memotong dan Memasang Pola Busa
Pola busa biasanya dibuat dari expanded polystyrene (EPS). Hal ini dapat dipotong dengan mesin CNC, dibentuk, atau dibentuk dengan tangan. Untuk bentuk yang rumit, beberapa potongan busa ditempelkan bersama dengan lem panas atau digabungkan dengan klip. Perakitan halus menghentikan masalah dari pas buruk atau titik lemah saat menuangkan logam.

Lapisan dan Pengeringan Pola Busa
Tujuan Lapisan tahan api dalam Lost Foam Casting
Langkah kunci adalah menempatkan lapisan tahan panas pada bentuk busa. Lapisan ini melindungi logam panas dari busa yang terbakar. Ini menjaga cetakan kuat dan permukaan halus. Ini juga mengontrol aliran gas selama menuangkan.
Menerapkan Lapisan Rata untuk mencegah cacat
Untuk menghindari cacat seperti bintik kasar atau bit yang terperangkap, lapisan harus berjalan secara merata. Bisa dicelupkan, disikat, atau disemprotkan. Beberapa bagian membutuhkan lapisan tambahan berdasarkan bentuk atau beban panas mereka.
Teknik Pengeringan yang Tepat untuk Kinerja Cetakan Optimal
Setelah dilapisi, bentuk busa perlu kering sepenuhnya sebelum masuk ke pasir. Hal ini menghentikan uap terbentuk ketika logam dituangkan. Pengeringan dapat terjadi di oven atau di udara terbuka, tergantung pada ukuran pekerjaan. Pengeringan yang buruk dapat menyebabkan gelembung atau lubang di casting.
Mengatur Mold di Botol
Memilih ukuran dan bentuk botol yang tepat
Botol memegang bentuk busa dan pasir longgar. Ini harus cukup besar untuk pola dan pasir ekstra di sekitarnya. Sebuah botol terlalu kecil dapat mengacaukan kemasan pasir atau membuat cetakan goyang.
Memposisikan pola dalam botol
Menempatkan bentuk busa dengan benar membantu logam mengalir dengan lancar. Sistem gerbang - sprues, runners, risers - sering dibangun ke dalam busa. Hal ini mengurangi kekacauan dan membantu logam mengeras secara merata.
Pengisian dengan Pasir Unbound untuk Stabilitas Cetakan
Setelah mengatur pola dilapisi di dalam botol, pasir silika longgar mengelilinginya. Pasir yang tidak terikat mengalir dengan mudah di sekitar bentuk yang rumit. Tidak membutuhkan lem kimia karena mengemas ketat dengan goyang.
Pertimbangan Kompak dan Ventilasi
Menggetarkan Pasir untuk Memastikan Kompaksi Seragam
Mengguncang pasir mengemasakannya erat di sekitar busa tanpa memecahnya. Bahkan pengemasan menjaga cetakan tetap. Hal ini mempengaruhi seberapa akurat dan halus bagian terakhir.
Mengelola Aliran Udara dan Pelarian Gas Saat Tuangkan
Ketika logam panas membakar busa, gas terbentuk. Ini harus melarikan diri melalui lapisan dan ventilasi pasir. Aliran udara yang buruk dapat menjebak gas, menyebabkan lubang di dalam bagian. Jalur ventilasi yang baik adalah suatu keharusan untuk casting yang bersih.
Meleh dan Tuangkan Logam
Memilih Logam yang Cocok untuk Lost Foam Casting
Lost foam casting bekerja dengan logam seperti besi abu-abu, besi duktil, aluminium, dan magnesium. Pilihan tergantung pada kebutuhan seperti kekuatan, berat badan, tahan karat, atau penanganan panas.
Teknik Meleh Berdasarkan Jenis Logam
Logam yang berbeda membutuhkan metode peleburan yang berbeda. Tungku induksi bekerja untuk baja dan besi. Panci yang dibakar gas sering digunakan untuk aluminium. Menjaga panas lebur yang tepat memastikan aliran lancar tanpa kerusakan ekstra.
Prosedur Tuangkan untuk Pengisian Cetakan yang Akurat
Tuangkan harus stabil dan tenang untuk menghindari kekacauan. Hal ini menjaga cetakan stabil dan menghentikan cacat. Sistem tuangan otomatis menjaga hal-hal bahkan di seluruh batch. Filter keramik di titik masuk membersihkan logam lebih baik.
Pendinginan dan Selesai Casting
Memungkinkan waktu pendinginan yang memadai untuk menghindari retakan atau warping
Setelah dituangkan, casting membutuhkan pendinginan perlahan di cetakan pasirnya. Hal ini mencegah retakan atau putaran dari perubahan suhu yang cepat. Waktu pendinginan bervariasi tergantung pada jenis logam, ketebalan bagian, dan kondisi udara.
Menghapus Pasir dan Membersihkan Bahan Sisa dari Castings
Setelah cukup dingin, casting keluar dari botol. Pasir longgar diganggu. Peledakan atau mencuci menghilangkan sisa lapisan yang terjebak selama pengecoran.
Operasi Post-Casting dan Kontrol Kualitas
Memeriksa cacat permukaan atau cacat internal
Melihat dengan dekat masalah permukaan. Tes khusus, seperti pemindaian sinar-X, menemukan cacat tersembunyi seperti lubang atau bit yang terperangkap dari pelarian gas yang buruk.
Pemesinan atau Perawatan Panas sesuai kebutuhan
Beberapa bagian membutuhkan pemesinan untuk ukuran yang tepat. Perawatan panas, seperti annealing atau quenching, meningkatkan kekuatan untuk penggunaan tertentu.
Memastikan Akurasi Dimensi Terhadap Desain Asli
Bagian selesai diperiksa dengan alat pengukuran terhadap desain komputer asli. Hal ini memastikan mereka cocok dengan ukuran yang direncanakan secara tepat.
Pilih Lost Foam Casting Foam Molding Machine dari Hangzhou Ouchen Technology Co., LTD
Untuk pengecoran busa yang hilang, memilih peralatan yang dapat diandalkan adalah kunci. Hangzhou Ouchen Technology Co., Ltd penawaran mesin cetakan busa hilang kelas atas. Mereka dibangun untuk kerja kecepatan tinggi. Mesin ini membuat pola EPS yang tepat dengan kepadatan yang stabil. Hal ini sangat penting untuk bagian akhir yang besar. Mereka memiliki kontrol otomatis untuk memotong, membentuk, perekat, dan pengeringan. Ini menjaga hal-hal bahkan di seluruh produksi besar berjalan.
Mesin mereka cocok dengan lancar ke dalam pekerjaan pengecoran, baik membuat bagian aluminium kecil atau banyak potongan besi ductile. Memilih teknologi Hangzhou Ouchen berarti kinerja yang kuat dengan dukungan ahli untuk meningkatkan hasil pengecoran busa yang hilang.
PERTANYAAN YANG SERING DIAJUKAN
Bahan apa yang dapat digunakan dalam pengecoran busa hilang?
Lost foam casting bekerja dengan logam seperti besi abu-abu, besi duktil, dan paduan aluminium.
Mengapa menggunakan pasir yang tidak terikat daripada pasir yang terikat?
Pasir silika yang tidak terikat mengalir dengan baik di sekitar bentuk yang rumit. Tidak membutuhkan lem kimia karena mengemas ketat dengan goyang.
Bagaimana pengecoran busa hilang mengurangi kebutuhan pemesinan?
Lost foam casting membuat bagian dekat dengan bentuk akhir. Ini menyalin pola EPS rinci tanpa inti tradisional atau garis pemisahan.
Apa yang menyebabkan porositas dalam casting busa hilang?
Porositas terjadi ketika gas dari pembakaran EPS tidak dapat melarikan diri dengan baik. Hal ini disebabkan oleh ventilasi yang buruk di lapisan atau cetakan pasir.
Apakah otomatisasi mungkin dengan proses ini?
- Ya, aku tahu. Pabrik pengecoran modern menggunakan sistem otomatis, seperti lengan tuang robot dan mesin cetakan CNC dari Hangzhou Ouchen Technology Co., LTD. Ini meningkatkan konsistensi dan mengurangi biaya tenaga kerja.



