鋳造は現代の製造業における主要な工程であり、複雑な部品を精密な寸法と均一な機械的特性で鋳造することを可能にする。鋳造方法は数多く存在し、広く用いられているが、中でも特に有名なのが精密鋳造とロストフォーム鋳造である。これらの製造方法はいずれも、鋳造金属からなる最終製品を製造するため、一時的な鋳型を使用する。
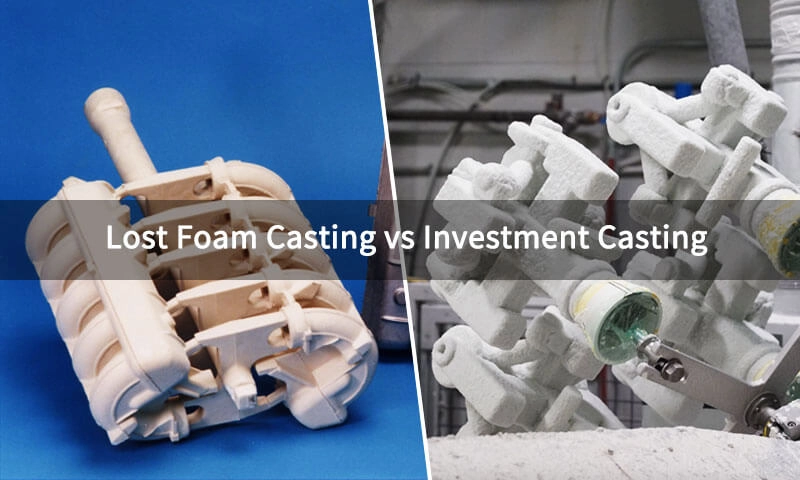
インベストメント鋳造と フォームキャスティングの紛失 鋳造には2つの異なるプロセスがあります。インベストメント鋳造では、ワックス製のパターンとセラミック製のシェルを組み合わせて使用します。一方、ロストフォーム鋳造では、溶融金属に完全に溶解する発泡体のパターンを使用します。このプロセスの違いにより、必要な設備、金型の準備、表面仕上げ、コスト、そして適用分野に大きな違いが生じます。
ロストワックス鋳造とは何ですか?
ロストワックス鋳造の基本定義
ロストワックス鋳造は、非常に精密な鋳造方法です。ロストワックス鋳造では、まずワックスパターンを作成します。次に、ワックスパターンをセラミックスラリーと耐火材で何層にも重ねて乾燥させます。各層を何層にも重ね、乾燥させます。層を重ねて乾燥させた後、加熱してワックスを焼き切り、セラミックの空洞を残します。次に、溶融金属を注ぎ口から流し込み、空洞を満たします。金属が固まったら、空洞を割って鋳造品を取り出します。
ロストワックス製法の仕組み
ロストワックス鋳造の手順は、ワックスパターンの作成、ワックスパターンの組み立て、ワックスの周囲へのセラミックシェルの構築、脱ロウ、セラミックシェルの焼成、溶融金属の注入、金属の冷却、鋳造部品の周囲からのセラミックシェルの除去、寸法に合わせた切断と研磨、および部品の欠陥検査というステップバイステップガイドに基づいています。ロストワックス鋳造では、非常に細かい表面ディテールを持つ部品を製造できるため、高い表面仕上げが求められる複雑な鋳造品の製造に最適です。
ロストワックス鋳造の一般的な利点
ロストワックス鋳造法は、薄肉で精密な形状、滑らかな表面仕上げ、そして正確な寸法を実現できるという特長があります。この鋳造法は高い精度を誇るため、一般的に小型から中型の金属部品の製造に用いられます。ただし、工程数が多いため、他の鋳造方法に比べて製造時間が長くなり、人件費も高くなる傾向があります。
インベストメント鋳造とは何ですか?
精密加工としてのインベストメント鋳造
インベストメント鋳造は、ロストワックス鋳造法と密接に関連しています。多くの業界では、インベストメント鋳造とロストワックス鋳造という用語は同じプロセスを指すのに使われています。「インベストメント」という用語は、ワックスパターンを囲み、鋳型シェルとなるセラミック製のシェル材料を指します。
インベストメント鋳造に使用される材料
インベストメント鋳造は、ステンレス鋼、炭素鋼、合金鋼、アルミニウム合金、青銅、その他の鋳造可能な金属など、幅広い金属に適しています。このプロセスは、機械や部品の製造、エネルギー分野、流体制御機器、車両、その他のエンジニアリング部品など、多くの産業で一般的に使用されています。
インベストメント鋳造の主な強み
インベストメント鋳造の最大の強みは、その高い精度です。この製法により、複雑な形状の部品を鋳造することが可能となり、微細なディテールも実現できます。そのため、大掛かりな機械加工の必要性が軽減されます。インベストメント鋳造は、滑らかな表面、厳しい公差、そして安定した再現性が求められる部品に特に適しています。
失われたフォーム鋳造とは何ですか?
ロストフォーム鋳造の基本定義
ロストフォーム鋳造は、蒸発鋳造の一種です。ワックスパターンの代わりに発泡体パターンを使用します。発泡体パターンは、完成した鋳造品と全く同じ形状です。発泡体パターンは、コーティングと乾燥後、フラスコに入れられ、乾燥した砂で覆われます。
フォームキャスティングがどのように機能するか
金属を鋳型に流し込むと、金属によって発泡体の型が蒸発します。溶けた金属は、発泡体があった場所を満たします。金属が冷えたら、完成した鋳物を鋳型から取り出します。精密鋳造とは異なり、溶融金属を流し込む前に型を鋳型から取り外す必要はありません。溶融金属が鋳型を満たす際に、型も溶融金属の中で蒸発します。
ロストフォーム鋳造が用いられる理由
ロストフォーム鋳造は、多数のコアを含む複雑な部品や、多くのパーティングラインを必要とする部品に特に適しています。一体型の鋳造構造の製造が可能となり、組み立て作業を削減できるため、すべての工程を効果的に管理することで効率が向上します。ロストフォーム鋳造は、主に機械部品、例えばポンプ本体、バルブ本体、ハウジングやエンジン部品などの鋳造部品、および一般的な工業用鋳造品の製造に使用されます。
インベストメント鋳造とロストフォーム鋳造の類似点
どちらも使い捨ての型紙を使用する
どちらの製法も、完成した鋳造品の一部ではない型を使用します。インベストメント鋳造ではワックス型を、ロストフォーム鋳造では発泡体型を使用します。どちらの方法も、型によって成形されます。
どちらも複雑な部品を製造できる
どちらの方法も、非常に複雑な形状を生成する能力を備えています。適切なプロセス設計を行うことで、内部構造、曲面、詳細なエッジ、ニアネットシェイプなど、あらゆる形状を両方の方法で設計・生成することが可能です。
どちらも機械加工要件を低減する
どちらのラピッドプロトタイピング技術も、実際の部品形状に非常に近い、非常に詳細な部品を製造できるため、二次加工の時間と材料を大幅に節約し、製造効率を向上させることができます。
どちらも厳格なプロセス管理を必要とする
工程管理が特に重要な鋳造プロセスとして、精密鋳造とロストフォーム鋳造が挙げられます。鋳造プロセスのあらゆる側面、すなわち型、コーティング、鋳型準備、温度、金属、冷却などが、最終的な鋳造品に影響を与える可能性があります。

インベストメント鋳造とロストフォーム鋳造の違い
柄の素材の違い
インベストメント鋳造では、鋳造部品の空洞を作るためにワックスパターンを使用します。ロストフォーム鋳造では、発泡体パターンを使用します。どちらの鋳造方法でも、鋳造部品を鋳造する前に、何らかの物質が除去または破壊されます。インベストメント鋳造では、溶融金属を鋳型に流し込む前に、鋳造部品の空洞からワックスが溶かされます。ロストフォーム鋳造では、固体の発泡体が溶融金属の流れの中で気化し、鋳型に流し込まれます。
金型構造の違い
インベストメント鋳造では、セラミック製のシェルを用いて鋳型を作ります。このシェルは、キャビティからワックスを取り除いた後、溶融金属を保持できる十分な強度が必要です。ロストフォーム鋳造では、コーティングされた発泡体パターンを乾燥した砂の中に沈めます。パターンは砂の中で圧縮され、鋳物が形成されます。
パターン除去の違い
インベストメント鋳造では、鋳造前に鋳型にワックスを流し込みます。ロストフォーム鋳造では、溶融金属が鋳型に注がれるまで、鋳型の中に発泡体で作られた原型を流し込みます。その後、溶融金属が鋳型を満たすにつれて、原型は溶融金属の中に消えていきます。
表面仕上げの違い
インベストメント鋳造は、滑らかな表面仕上げと優れた寸法精度を誇ります。また、ロストフォーム鋳造でも良質な鋳造品を製造できます。しかし、ロストフォーム鋳造で製造される鋳造品の表面仕上げは、発泡体の密度、コーティングの厚さ、コーティングの乾燥状態、砂の圧縮方法、注湯工程など、多くの要因に大きく左右されます。
コストと生産の差
インベストメント鋳造は高精度部品をコスト効率よく製造できる一方で、セラミックシェルを使用するため時間的な制約が生じます。一方、ロストフォーム鋳造は複雑な部品の製造や大量生産において非常に効率的です。ただし、発泡成形、コーティング、乾燥、砂処理といった工程は、高性能で安定した設備によって支えられる必要があります。
ロストフォーム鋳造生産のための産業機器サポート
ロストフォーム鋳造用の新しい生産ラインを設置する、あるいは既存のラインをアップグレードする鋳造工場は、設備の信頼性に特に注意を払う必要があります。これは、鋳型の品質、コーティングの安定性、乾燥工程、真空システム、そして最終的には鋳造品の品質に影響を与えるからです。
OC テクノロジー は、中国のロストフォーム鋳造装置の製造業者、サプライヤー、工場です。当社はインテリジェントなロストフォーム鋳造装置に注力しています。当社のロストフォーム鋳造装置製品は 発泡シート製造機発泡前処理機、発泡熟成サイロ、発泡成形鋳造機、エアドライヤー、セントラル真空システム、リフト式塗料ミキサー、その他ロストフォーム鋳造関連の鋳造生産機械を取り扱っております。発泡パターンの準備から、塗装、乾燥、真空下での鋳造までをサポートいたします。 今日もOCテクノロジーに連絡してください.



