フォームキャスティングの紛失, also known as evaporative pattern casting or the EPC process, stands as an advanced near-net-shape forming technology widely used in modern foundry production. This method offers excellent dimensional accuracy, good surface finish, and low environmental impact compared to traditional sand casting. In the process, a polystyrene foam pattern coated with refractory material sits in dry, unbonded sand inside a flask. Negative pressure applied during pouring and solidification keeps the mold stable. At the same time, it lets gases from foam decomposition escape easily. Molten metal vaporizes the foam pattern and fills the empty space. This creates complex metal components with high precision.
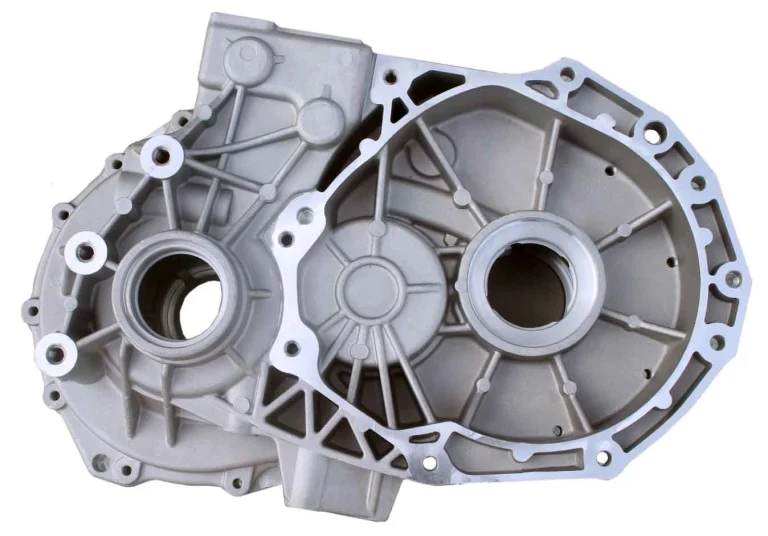
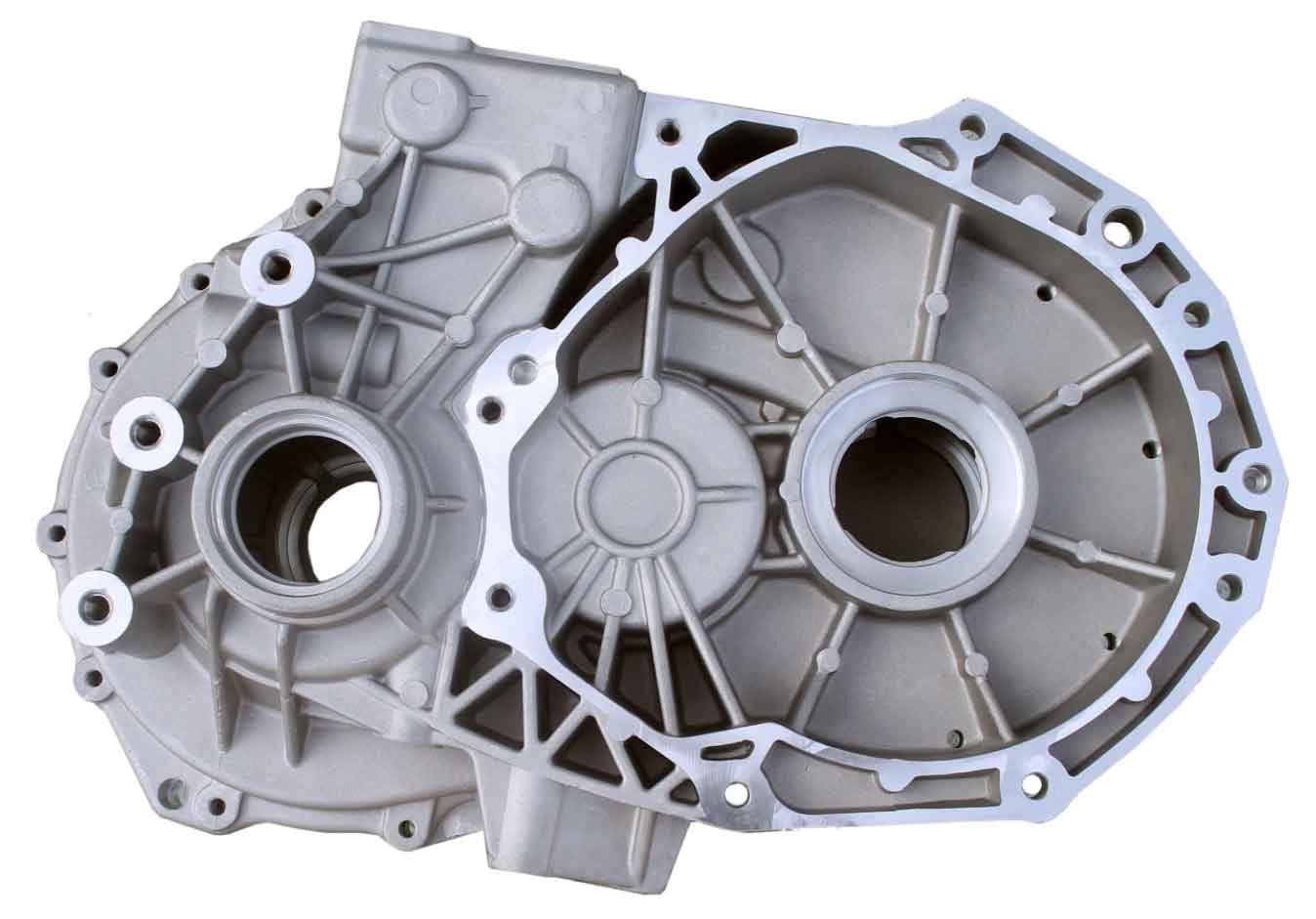
Gearbox housings for automotive, agricultural machinery, and engineering vehicles need large-batch production, complex internal structures, and lightweight designs. These components often have thin walls from 5 to 7 mm. They also require dense internal structures that can pass hydraulic pressure leakage tests at 3 kg without defects such as slag inclusions, porosity, or cold shuts. Traditional sand casting often creates uneven wall thickness, too much flash, and sand-related inclusions. Because of this, lost foam casting becomes a preferred choice for consistent quality and less post-processing.
Production Conditions for Thin-Wall Gearbox Housings
Typical production setups for lost foam casting of gearbox housings use raw sand with primary mesh sizes of 20–40, mud content below 0.3%, and refractory coatings applied at 1.0–1.5 mm thickness with moisture content under 1%. Large flasks measuring approximately 2050 mm × 1500 mm × 1300 mm, equipped with five-sided ventilation and bottom vacuum systems, support cluster casting to raise throughput. Automatic teapot-style pouring machines handle batch weights up to 2100 kg. These features enable efficient high-volume manufacturing.
Common gearbox housing variants include models with dimensions around 780 × 450 × 440 mm (wall thickness 5–6 mm, weight 100 kg), 680 × 320 × 245 mm (wall thickness 6–7 mm, weight 100 kg), and 440 × 420 × 380 mm (wall thickness 5–6 mm, weight 68 kg). All these use HT300 gray iron. These thin-wall structures create special challenges because of rapid cooling rates, complex geometries, and the need for uniform metal flow during filling.
Typical Material and Cluster Configurations
HT300 gray iron serves as the primary material. It provides suitable strength and machinability for gearbox applications. Cluster casting configurations achieve 6–8 pieces per flask. This setup optimizes production efficiency while keeping sand compaction uniform around intricate patterns.
Coating and Sand Preparation Standards
Refractory coatings need precise control of viscosity, solids content, and drying. This control ensures permeability for gases and liquids. Sand compaction through vibration must avoid pattern distortion, especially in thin sections. Such care prevents metal penetration or collapse during pouring.
Initial Quality Challenges in Lost Foam Casting
Early production runs of thin-wall gearbox housings often face high defect rates during hydraulic leakage testing. Common issues include concentrated leakage points, widespread slag inclusions, and cold shuts that weaken structural integrity. These defects come mainly from poor gating design that causes turbulent flow, unsuitable burial orientations that lead to uneven solidification, and improper control of process parameters such as negative pressure, pouring temperature, and carbon equivalent. In cluster configurations inside large flasks, inconsistent sand compaction and gas evacuation make mold collapse risks and sand adhesion problems worse.
Common Defect Mechanisms in Thin-Wall Components
Thin walls speed up heat loss. This raises risks of misruns, folds, and porosity. Pyrolysis products from foam decomposition can cause lustrous carbon or wrinkle defects if workers do not vent or absorb them properly with the coating. High metal velocities trap gases, while low velocities cause incomplete filling.
Impact on Hydraulic Pressure Testing
Leakage failures at 3 kg pressure often appear in pressure-bearing zones or thin sections. These failures result from shrinkage porosity, oxide inclusions, or cold shuts at metal front fusion points.
Design Principles for Thin-Wall Applications
Open gating with the gating system as the choke promotes controlled fill velocity. Multi-point ingates distribute metal evenly. This reduces localized hot spots and improves directional solidification. Venting channels at highest points, with total cross-sectional area at least 50% of ingate area, help gases escape.
Optimization of the Burial Scheme
Burial orientation inside the flask affects both filling dynamics and directional solidification. Early schemes that position non-pressure-bearing areas downward often cause incomplete filling in critical zones. The improved approach places pressure-bearing surfaces downward while directing large openings upward. This change allows gravity-assisted flow and better support for thin sections. The adjustment also enables higher cluster densities—such as eight pieces per flask for certain models—while improving overall casting soundness and reducing leakage failure rates.

Influence of Orientation on Solidification Sequence
Pressure-bearing areas downward promote progressive solidification from thin to thick sections. This helps feeding and reduces shrinkage porosity.
Cluster Density Improvements
Revised burial supports increased packing efficiency without harming sand flow into complex cavities. This boosts productivity.
Optimization of Negative Pressure Parameters
Negative pressure control directly influences sand mold stability, gas evacuation, and defect formation in lost foam processes. Systematic testing across a range from 0.040 to 0.052 (in 0.001 increments) shows an optimal value around 0.049 for thin-wall gearbox housings. At this level, leakage rates fall substantially (to approximately 25%) along with slag defect reductions (around 22%). The vacuum compacts the sand well without causing mold collapse or excessive sand adhesion. Higher or lower pressures lead to more defects because of poor compaction or gas entrapment.
Vacuum Effects on Mold Integrity and Gas Removal
Moderate vacuum improves sand density around patterns while removing pyrolysis gases. This prevents folds and porosity. Excessive vacuum creates risks of mold collapse in thin sections.
Temperature-Fluidity Relationship in Gray Iron
Higher superheat compensates for rapid heat loss in thin walls. It ensures complete pattern replacement before solidification. Optimal ranges balance fluidity with controlled gas evolution.
Optimization of Carbon Equivalent
Carbon equivalent (CE), calculated as CE = C + Si/3 (percentages), affects microstructure, fluidity, and shrinkage behavior in gray iron. Testing across 3.6% to 4.3% finds 4.1% as optimal. This value gives the lowest leakage (12%) and slag (10%) rates when combined with suitable pouring temperatures (1515–1525°C). It balances graphite formation for machinability with enough soundness to meet pressure testing requirements. It also reduces porosity in thin sections.
Microstructural Benefits of Optimized CE
Appropriate CE promotes flake graphite distribution that improves damping and machinability. It also lowers carbide formation risks in thin walls.
Additional Process Optimizations: Coating and Pattern Considerations
Refractory Coating Permeability and Thickness Control
Coating permeability to gases and liquids plays the main role in controlling fill velocity and defect formation. Target thickness of 0.25–0.50 mm balances insulation with permeability. Low permeability traps pyrolysis products and causes surface defects like worm tracks or folds. For thin-wall castings, coatings with high liquid permeability help residue removal at lower temperatures.
Foam Pattern Density and Quality
Lower-density EPS foam (balanced for strength and decomposition) improves filling of thin sections. However, it requires careful handling to prevent distortion. Density gradients inside patterns cause warpage or inconsistent filling. Uniform blowing conditions reduce these issues. For complex geometries, pre-set vent pins or drilled holes after coating improve gas escape.
Sand Compaction and Vibration Parameters
Vibration frequency and amplitude optimization prevents pattern distortion. At the same time, it achieves uniform sand density. Horizontal and vertical compactors need specific guidelines to fill cavities at the same time as sand addition. This avoids collapse in upper sections.
よくあるご質問
What are the main challenges in lost foam casting of thin-wall gearbox housings?
Thin walls (5–7 mm) increase risks of cold shuts, slag inclusions, leakage failures, folds, and porosity because of rapid cooling, complex geometries, and gas entrapment from foam decomposition. Proper control of gating, burial orientation, negative pressure, temperature, carbon equivalent, and coating permeability remains essential.
How does negative pressure optimization improve casting quality?
Optimal negative pressure (around 0.049) ensures stable sand compaction, efficient gas removal, and reduced mold collapse or sand adhesion. It lowers leakage and slag defects while keeping integrity in thin sections.
What carbon equivalent provides the best results for HT300 gray iron gearbox housings?
Approximately 4.1% CE balances fluidity, microstructure (flake graphite), and soundness. It minimizes porosity and leakage while supporting machinability when paired with suitable pouring temperatures.
How important is refractory coating in thin-wall lost foam casting?
Coating permeability and thickness directly control fill velocity, gas/liquid escape, and defect formation. Balanced properties prevent wrinkles, folds, and surface defects. They also provide insulation for thin sections.
最先端の消失型鋳造設備メーカーやサプライヤーとの提携
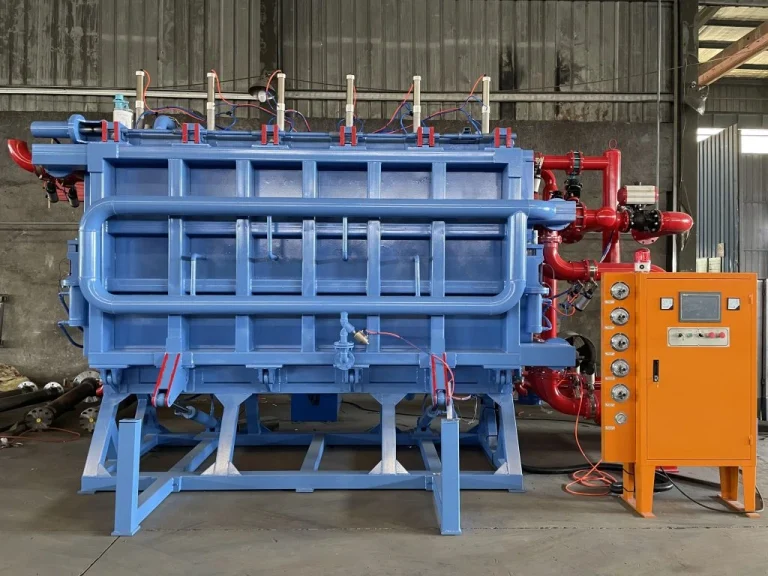
Foundry manufacturers and suppliers seeking reliable, high-efficiency solutions for lost foam casting production lines can benefit from advanced equipment tailored to thin-wall and complex components like gearbox housings. OC テクノロジー serves as a professional manufacturer, supplier, and factory specializing in high-end intelligent lost foam casting equipment, including フォーム成形機, pre-foaming machines, and complete white area systems.
The equipment lineup features high-precision foam pattern production systems, advanced coating stations, vibration compaction tables, and full automated lost foam lines designed for superior sand handling and vacuum control. Explore the full range of lost foam casting production equipment and contact the team for customized line configurations that enhance throughput and casting performance.