Những gì bị mất bọt đúc
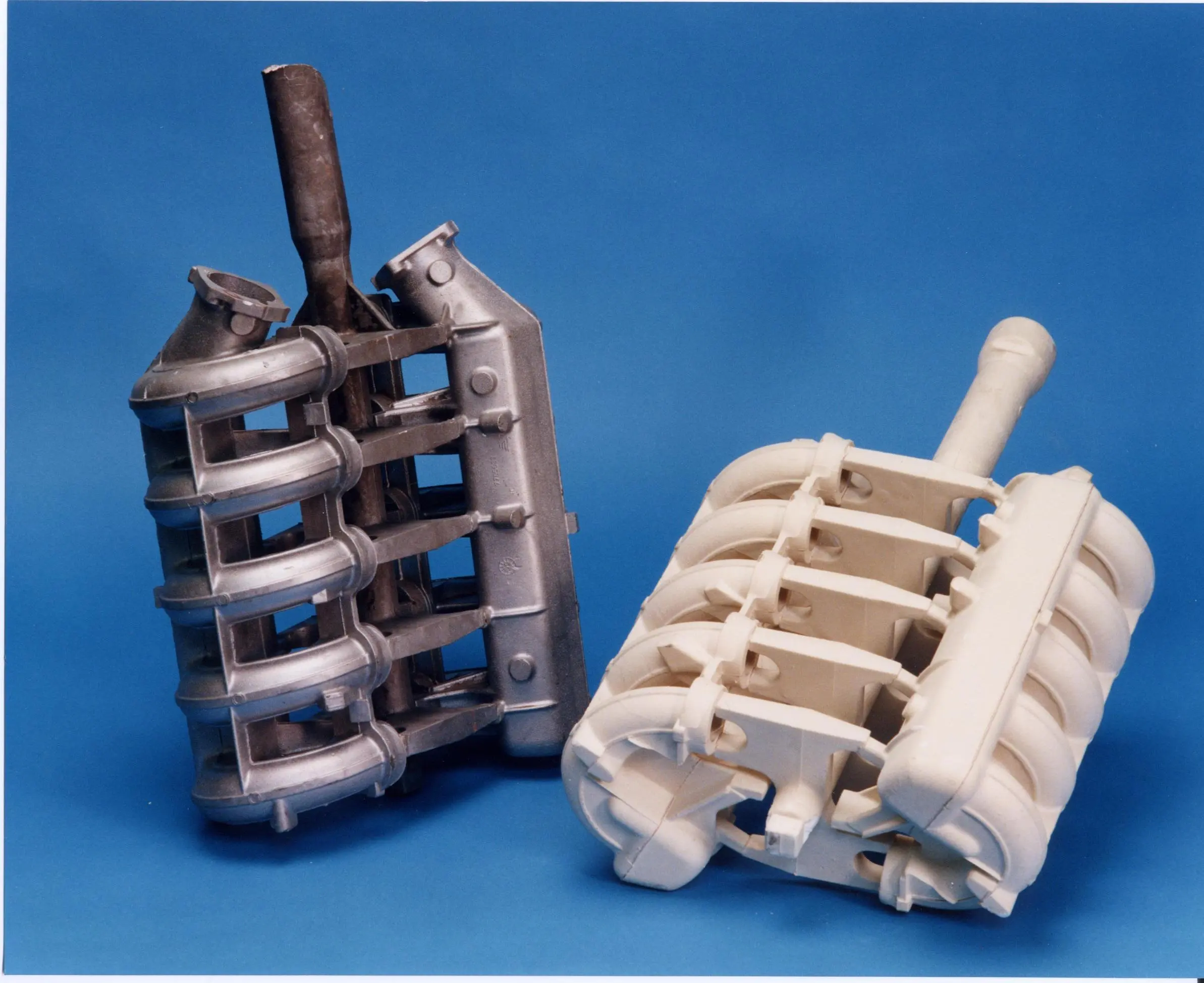
Mất bọt đúc là một cách gọn gàng để làm các bộ phận kim loại chi tiết. Nó sử dụng hình dạng bọt để hình thành các mảnh chính xác. Một mẫu bọt polystyrene được phủ bằng vật liệu chống nhiệt. Sau đó, nó được đặt trong cát lỏng lỏng. Khi kim loại nóng được đổ vào, bọt cháy đi. Điều này để lại một không gian hình thành phần kim loại cuối cùng. Phương pháp này bỏ qua các lõi truyền thống và các đường chia. Nó cho phép các hình dạng sang trọng và cắt giảm gia công bổ sung.
Chuẩn bị Foam Pattern
Thiết kế mô hình để hình thành khuôn chính xác
Đúc bọt bị mất tốt bắt đầu với thiết kế bọt spot-on. Hình dạng bọt phải phù hợp chính xác với phần kim loại cuối cùng. Các chương trình máy tính đặc biệt, như CAD, giúp thiết kế các mẫu này. Chúng tính đến sự thay đổi kích thước và góc độ. Điều này giữ cho hình dạng của bộ phận đúng trong khi đúc.
Cắt và lắp ráp mô hình bọt
Mô hình bọt thường được làm từ polystyrene mở rộng (EPS). Nó có thể được cắt bằng máy CNC, đúc hoặc định hình bằng tay. Đối với các hình dạng khó khăn, một số mảnh bọt được dán với keo nóng hoặc kết hợp với các clip. Một lắp ráp mượt mà ngăn chặn các vấn đề từ phù hợp xấu hoặc điểm yếu khi đổ kim loại.

Sơn và sấy mẫu bọt
Mục đích của lớp phủ chống cháy trong đúc bọt bị mất
Một bước quan trọng là đặt một lớp phủ chống nhiệt trên hình dạng bọt. Lớp phủ này bảo vệ kim loại nóng khỏi bọt cháy. Nó giữ cho khuôn mạnh mẽ và bề mặt mịn. Nó cũng kiểm soát dòng chảy khí trong khi đổ.
Áp dụng lớp phủ đồng đều để ngăn ngừa khuyết tật
Để tránh các lỗi như các điểm thô hoặc các mảnh bị mắc kẹt, lớp phủ phải tiếp tục đồng đều. Nó có thể được nhúng, đánh chải hoặc phun. Một số bộ phận cần các lớp bổ sung dựa trên hình dạng hoặc tải nhiệt của chúng.
Kỹ thuật sấy thích hợp cho hiệu suất khuôn tối ưu
Sau khi phủ, hình dạng bọt cần khô hoàn toàn trước khi đi vào cát. Điều này ngăn chặn hơi nước hình thành khi kim loại được đổ. Sấy có thể xảy ra trong lò hoặc ngoài trời, tùy thuộc vào kích thước công việc. Sấy khô kém có thể gây bong bóng hoặc lỗ trong đúc.
Thiết lập khuôn trong Flask
Chọn kích thước và hình dạng bình phù hợp
Nhãn giữ hình dạng bọt và cát lỏng lỏng. Nó phải đủ lớn cho mô hình và cát bổ sung xung quanh nó. Một bình quá nhỏ có thể làm lộn lộn đóng gói cát hoặc làm cho khuôn run.
Địa điểm mô hình trong Flask
Việc đặt hình dạng bọt chính xác giúp kim loại chảy trơn tru. Hệ thống cửa - sprues, runners, risers - thường được xây dựng vào bọt. Điều này làm giảm sự lộn xộn và giúp kim loại cứng đồng đều.
Điền với cát không liên kết cho sự ổn định của khuôn mẫu
Sau khi thiết lập mô hình phủ trong bình, cát silica lỏng lỏng bao quanh nó. Cát không liên kết chảy dễ dàng xung quanh các hình dạng khó khăn. Nó không cần keo hóa học vì nó đóng gói chặt chẽ với run.
Những cân nhắc về nén và thông gió
Làn cát để đảm bảo nén đồng nhất
Lắc cát đóng gói nó chặt chẽ xung quanh bọt mà không phá vỡ nó. Ngay cả đóng gói giữ cho khuôn ổn định. Điều này ảnh hưởng đến độ chính xác và mượt mà phần cuối cùng là.
Quản lý dòng khí và khí thoát trong khi đổ
Khi kim loại nóng đốt bọt, khí hình thành. Chúng phải thoát qua lớp phủ và lỗ thông gió cát. Dòng không khí kém có thể bẫy khí, gây ra lỗ bên trong bộ phận. Con đường thông gió tốt là điều cần thiết cho đúc sạch.
Nóng chảy và đổ kim loại
Lựa chọn kim loại phù hợp cho đúc bọt bị mất
Đúc bọt bị mất hoạt động với các kim loại như sắt xám, sắt ductile, nhôm và magiê. Sự lựa chọn phụ thuộc vào nhu cầu như sức mạnh, trọng lượng, chống rỉ hoặc xử lý nhiệt.
Kỹ thuật nóng chảy dựa trên loại kim loại
Các kim loại khác nhau cần các phương pháp nóng chảy khác nhau. Lò cảm ứng làm việc cho thép và sắt. Nồi đốt khí thường được sử dụng cho nhôm. Giữ nhiệt nóng chảy phù hợp đảm bảo dòng chảy trơn tru mà không gây thiệt hại thêm.
Thủ tục đổ để làm đầy khuôn chính xác
Đổ cần phải ổn định và bình tĩnh để tránh hỗn loạn. Điều này giữ cho khuôn ổn định và ngăn chặn lỗi. Hệ thống đổ tự động giữ mọi thứ ngay cả trên các lô. Bộ lọc gốm tại các điểm nhập cảnh làm sạch kim loại tốt hơn.
Làm mát và hoàn thành đúc
Cho phép thời gian làm mát đầy đủ để tránh các vết nứt hoặc biến dạng
Sau khi đổ, đúc cần làm mát chậm trong khuôn cát của họ. Điều này ngăn chặn các vết nứt hoặc xoắn từ sự thay đổi nhiệt độ nhanh chóng. Thời gian làm mát khác nhau tùy theo loại kim loại, độ dày của bộ phận và điều kiện không khí.
Loại bỏ cát và làm sạch vật liệu còn lại từ đúc
Một khi đủ lạnh, đúc ra khỏi bình. Cát lỏng lỏng được lắc. Phun hoặc rửa loại bỏ lớp phủ còn lại bị mắc kẹt trong quá trình đúc.
Hoạt động sau đúc và kiểm soát chất lượng
Kiểm tra lỗi bề mặt hoặc lỗi nội bộ
Nhìn chặt chẽ các vấn đề bề mặt. Các thử nghiệm đặc biệt, chẳng hạn như quét tia X, tìm thấy những lỗ hổng ẩn như lỗ hoặc các mảnh bị mắc kẹt từ sự thoát khí kém.
Gia công hoặc xử lý nhiệt theo yêu cầu
Một số bộ phận cần gia công cho kích thước chính xác. Xử lý nhiệt, như nướng hoặc dập tắt, cải thiện sức mạnh cho các ứng dụng cụ thể.
Đảm bảo độ chính xác kích thước chống lại thiết kế gốc
Các bộ phận hoàn thành được kiểm tra bằng các công cụ đo so với các thiết kế máy tính ban đầu. Điều này đảm bảo chúng phù hợp với kích thước kế hoạch chính xác.
Chọn Lost Foam Casting Foam Molding Machine từ Hangzhou Ouchen Technology Co., LTD
Đối với đúc bọt bị mất, chọn bánh răng đáng tin cậy là chìa khóa. Công ty TNHH Công nghệ Hàng Châu Ouchen ưu đãi máy ép bọt bị mất hàng đầu. Chúng được xây dựng cho công việc tốc độ cao. Những máy này làm cho các mô hình EPS chính xác với mật độ ổn định. Điều này rất quan trọng cho các phần cuối cùng. Chúng có điều khiển tự động để cắt, định hình, dán và sấy. Những thứ này giữ mọi thứ ngay cả trên các chuyến sản xuất lớn.
Máy của họ phù hợp trơn tru với công việc đúc, cho dù làm các bộ phận nhôm nhỏ hoặc rất nhiều mảnh sắt dễ uốn. Lựa chọn công nghệ của Hangzhou Ouchen có nghĩa là hiệu suất mạnh mẽ với hỗ trợ chuyên gia để cải thiện kết quả đúc bọt bị mất.
Câu hỏi thường gặp
Vật liệu nào có thể được sử dụng trong đúc bọt bị mất?
Đúc bọt bị mất hoạt động với kim loại như sắt xám, sắt ductile và hợp kim nhôm.
Tại sao sử dụng cát không liên kết thay vì cát liên kết?
Cát silica không liên kết chảy tốt xung quanh các hình dạng khó khăn. Nó không cần keo hóa học vì nó đóng gói chặt chẽ với run.
Làm thế nào để đúc bọt mất giảm nhu cầu gia công?
Đúc bọt bị mất làm cho các bộ phận gần với hình dạng cuối cùng. Nó sao chép các mẫu EPS chi tiết mà không có lõi truyền thống hoặc đường chia.
Điều gì gây ra độ xốp trong đúc bọt bị mất?
Khoáng lỗ xảy ra khi các khí từ đốt EPS không thể thoát ra tốt. Điều này là do lỗ thông gió kém trong lớp phủ hoặc khuôn cát.
Tự động hóa có thể với quá trình này không?
Đúng vậy. Các nhà máy đúc hiện đại sử dụng các hệ thống tự động, như cánh tay đổ robot và máy ép CNC từ Công ty Công nghệ Hangzhou Ouchen, LTD. Những điều này tăng cường sự nhất quán và giảm chi phí lao động.



