消失鋳型鋳造とEPS泡の要求の紹介
フォームキャスティングの紛失蒸発型鋳造または全型鋳造とも呼ばれ、現在鋳造工場でよく使われている実用的な精密鋳造方法である。この方法は発泡ポリスチレン(EPS)フォームパターンを用いた。キャスティング中、このパターンは鉄の水で完全に蒸気になります。したがって、通常の金型分割線、コア、および厄介な離型ツールを省くことができます。これにより、鋳物はより良い表面品質、近接寸法制限、より少ない追加の切断需要、およびより少ない追加のドリルまたは砂粒などの問題を有する。

最終的な金属鋳物の品質はEPS発泡モデルの本体と熱特性に依存する。消失型鋳造カバーにおけるEPS発泡体の重要な要件:
- 密度範囲は通常15〜30 kg/m³(約0.016〜0.030 g/cm³)である。この範囲は、コーティングおよび移動中に堅牢な形状を維持する。同時に、清浄な蒸気の向きを変えることができ、ほとんど残っていません。
- 落下やねじれを回避するための均一なバッテリ構造、安定したビーズ接続
- 天然ガス関連の問題を減らすために、残留水位が低い
- 良好な寸法安定性と切断能力、正確なパターン作成が可能
- 熱分解動作を設定し、分解しやすく、押し戻しや残留が多くないようにする
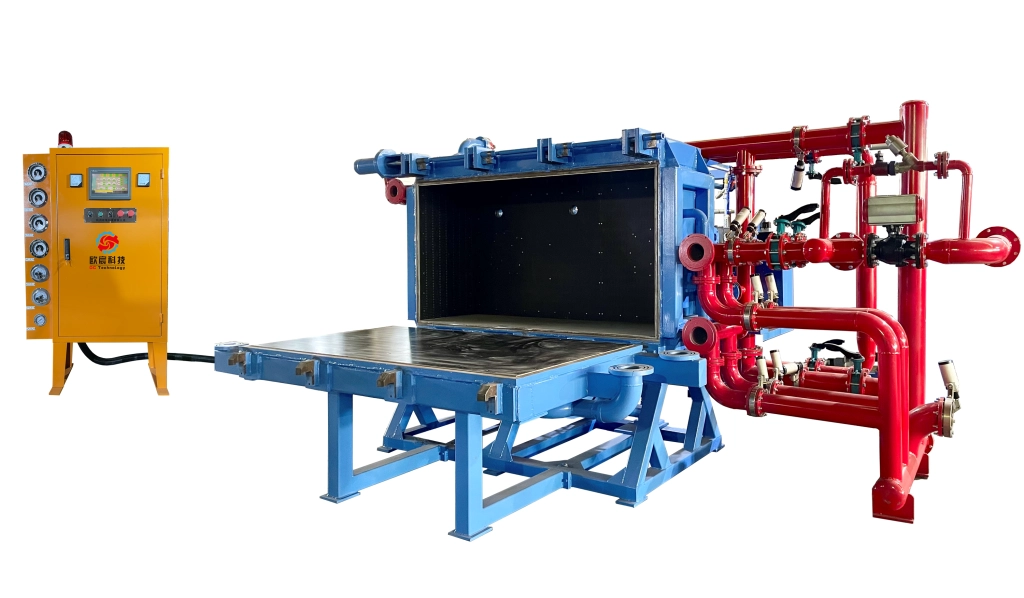
中~大または形状が苦手な部品の場合、パターンは通常、大きなEPSフォームブロックまたは厚いシートから切断または接合されてできています。これにより、EPSブロック成形機(EPS発泡シート機またはEPSブロック成形機とも呼ばれる)は、発泡白色領域を消滅させるための基本的なツールとなる。
EPSブロック成形機とは?
泡の消失過程におけるコア機能
EPSブロック成形機 予備発泡ポリスチレンビーズ(または混合ビーズ)を成長させ、設定された蒸気押圧と加熱の下でそれらを大きな四角形発泡ブロックまたは厚板に接続する。これらのブロックはとても良い基材です。その後、彼らはデジタル制御ホットワイヤーを介して切断、成形、または接続し、正しい蒸気パターンに加工した。これらのパターンは端部鋳物の形状にマッチしている。
重要な技術的特徴
現在、消失型用途のために製造されているEPSブロック成形機には、新しい自動車とプロセスガイドの特徴が含まれている:
- PLCに基づく制御システムで、作業レベルのタッチスクリーン設定を備え、全自動運転、エラー検査と混合処理を実現できる
- リーダ駆動の側壁による無段寸法調整:長さと幅は再現性の良いデジタル設定
- 負圧真空補助フィードと空気押し込み充填を結合し、均一な密度分布を達成する
- 逆7形多方向蒸気分散加熱システムにより、バルク(長さ2000 mmまで)の熱均一分布を確保
- パルス大流量冷気負圧冷却方法により、熱吸収を加速し、余剰水を減少させる
- 使い捨て成形技術、下糸帯継手を選択でき、安定、低工数製造周期を実現できる
- 油圧シングルゲートオープン、自動押し出し、安全ロック離型工具
- 凝固鋳造金属をよりよく処理するために、通常のEPSおよび選別混合樹脂に適している
これらの特性は、発泡体ブロックに低屈曲、安定密度、堅固なビーズ接着、およびわずかな内部孔を持たせる――これらの特性が問題のない発泡パターンの鍵である。
型鋳造に成功した重要なEPS発泡性能
密度選択とその影響
密度は、Vanishing Moldバブルを作成するためのキー設定です。低密度(15〜20 kg/m³)は蒸気を簡単にし、ガスの発生を減少させる。しかし、ハードコート層と砂を埋める過程では、パターンの堅牢性が低下する可能性があります。高密度(25〜30 kg/m³)は、大きなパターンまたは細部パターンに対してより強い車体強度と寸法安定性を提供する。しかし、半分解や残留を防ぐためには、熱と空気を調整する必要があります。
ほとんどの新型ブロック成形機は成長速度と端部密度を正確に制御することができる。これは、可変の蒸気押し込み、充填量、保持設定によって実現されます。
細胞構造とビーズ融合質量
細胞サイズ(通常250〜1500μm)と全ビーズ結合であっても重要である。パターン破壊や金属流の不均一化を引き起こす可能性のある弱点を防ぐことができます。新しい機械の中の特殊な蒸気到達計画はこの問題を解決した。熱を均一に拡散させます。そのため、厚い部品の中でも、より良い接続強度をもたらすことができます。
湿度制御とパターン安定性
過剰な余剰水は、注ぐ過程で蒸気斑点やガス問題を発生させる。良好なパルス冷気冷却結合真空は、水を低点に下げるのに役立つ。これにより、パターンの安定性が向上し、鋳造穴が減少します。
消失型鋳造における均一な加熱と冷却物質の理由
大型発泡体ブロックの加熱課題
通常の蒸気方式で大きな泡塊(1000〜2000 mm長)を製造すると、通常、外部と内部領域との間の熱差が生じる。これにより、中間接続不足、内部接続の脆弱性、および移動、コーティングまたは砂振動中にパターン割れが発生する可能性が高くなります。
新しい抗7形蒸気排水管と全方位拡張ステップがこの制限を突破した。ブロック全体の空間内で均一な蒸気流と均一な設置を推進します。
冷却効率と最終製品品質
古い涼しい周期は20〜30分続くことができる。高い水位も残ります。新しい負圧パルス高流量冷気装置は、プレート1枚当たりの循環時間を8〜10分に短縮した。それらはほとんど曲がっておらず、含水量が低い。これにより、パターン移動強度、表面平坦度を直ちに向上させ、粘砂、落下、またはガスに関連する鋳造問題のリスクを低減することができる。
生産性とコストメリット
サイクル時間と出力容量
通常損失する発泡板の寸法に対して、良好に調整されたEPSブロック成形機は8〜10分以内に完全なサイクル(充填、加熱、冷却、離型)を完成する。迅速な空気/真空充填、急速冷却、選択された自動ベルトは、毎日の生産量を非常に高くし、労働者の助けをほとんど必要としません。
エネルギーコストと材料コストの削減
莫大なコストメリット:
- 立方メートルあたりの蒸気と電力の使用を減らす
- 再使用可能な材料のシェアを高めるために、より良いバックトーンハイブリッドハンドル
- ワークロードを自動的に削減
- 泡の品質が安定しているため、内部問題が少なく、浪費率が低い
これらの点は中大型発泡鋳造工場に確実な利益をもたらし、これらの鋳造工場の毎年の鋳造量は高い。
典型的な工業応用
EPSブロック成形機は様々な分野の消失型鋳造に適しており、以下を含む:
- 自動車――エンジンシリンダ、シリンダヘッド、トランスミッションケース、インテークマニホールド
- 農業機械構造及び耐摩耗部品
- ポンプ、バルブ、圧縮機ケーシング
- 軌道交通と風力発電鋳物
- 採鉱・重機部品
- 灰口鋳鉄、ボールインキ鋳鉄及び合金鋼精密部品
この方法は、軽量で厄介な近端形状部品の製造を可能にする。通常の砂型で鋳造するのは難しいか、コストが高い。
よくあるご質問
EPSブロック成形機と通常の形状成形機の主な違いは何ですか。
EPSブロック成形機は最適化され、大きくて均一な密度の矩形ブロック/板材を生産することができ、消失型加工の理想的な原材料である。形状成形機は複雑な形状の完成品を直接生産する。
大型発泡ブロックの典型的な製造サイクルはどのくらいですか。
標準サイズの発泡板の場合、ほとんどの現代機械は8〜10分でサイクルを完了する。
なぜ均一な蒸気浸透が発泡体の塊にとってそんなに重要なのか。
加熱ムラにより、バルク中のコア部の融着が弱くなり、パターンの破断、表面の仕上げが悪い、あるいは砂目や崩壊などの鋳造欠陥を引き起こす。
これらの機械はリサイクルされたEPS材料を使用できますか?
はい。先進的な作業場所差額調整数システムにより、消失型鋳造に適した発泡体の品質を維持しながら、回収材料の比率を大幅に向上させることができる。
負圧パルス冷風冷却にはどんなメリットがありますか。
冷却時間を大幅に短縮し、残留水分を非常に低いレベルに低減し、変形を防止します。より高品質の泡塊とより速い製造サイクルを提供します。
現代機械の寸法調整はどのくらい正確ですか。
寸法調整はエンコーダ制御レバーにより無段に調整することができる。オペレータがタッチパネルに必要なサイズを入力すると、機械は移動する壁を自動的に高精度に位置決めします。
消失鋳造に使用されるEPS発泡体の典型的な密度範囲は何ですか。
ほとんどの用途では、強度、加工性、および洗浄蒸発の平衡化のために20〜25 kg/m³の15〜30 kg/m³が使用される。
専門の消泡設備メーカーと提携し、サプライヤー
信頼性の高い高性能EPSブロック成形機を求める消失型鋳造工場とモデルメーカーは経験豊富なメーカー、サプライヤー、工場と協力して、完全な消失型白色領域ソリューションを提供しなければならない。
OC テクノロジー ハイエンドインテリジェント消失型鋳造設備に専念する。同社は先進的な発泡板機、予備膨張機、成形機、空気乾燥機、統合サポートシステムを提供しており、これらはすべて自動化、省エネ、優れたパターン品質のために設計されている。
チームに今すぐ連絡してください:電話:86 15988479417 Eメール:zyh@oc-epc.comWebサイト: https://www.oc-epc.com/ 工場の住所:杭州市、フヤン地区、Xindeng Town
Vanishing Mold鋳造プロジェクトの詳細な技術仕様、本番プレゼンテーションビデオ、ファクトリ監査のスケジュール、またはカスタマイズされたソリューションの提案を求めます。



