Lost Foam Casting ပိုမိုပြောင်းလွယ်ပြင်လွယ်ရှိမှုနှင့် ပိုမိုကောင်းမွန်သော စွမ်းဆောင်ရည်ကို လိုလားသော သတ္တုပုံသွင်းစက်ရုံများအတွက် ရှင်းလင်းသော အကျိုးကျေးဇူးများကို ယူဆောင်လာပါသည်။ ဤလုပ်ငန်းစဉ်သည် ရှုပ်ထွေးသောပုံသဏ္ဍာန်များ၊ အသားတင်ပုံသဏ္ဍာန်နီးပါး အစိတ်အပိုင်းများနှင့် ရိုးရာနည်းလမ်းများနှင့် နှိုင်းယှဉ်ပါက စွမ်းအင်အသုံးပြုမှု၊ လုပ်အား၊ ပစ္စည်းများနှင့် စုစုပေါင်းကုန်ကျစရိတ်များကို ရှင်းလင်းစွာ လျှော့ချနိုင်စေပါသည်။ သို့သော်ငြားလည်း၊ ပုံသွင်းစက်ရုံများစွာသည် အလိုအလျောက်လိုင်းများနှင့် အထူးကိရိယာများအတွက် များပြားသော အသုံးစရိတ်များ လိုအပ်သည်ဟု ထင်မြင်ကြသောကြောင့် နှောင့်နှေးနေခဲ့ကြသည်။ အမှန်စင်စစ်၊ ပျောက်ဆုံးသွားသော အမြှုပ်ပုံသွင်းခြင်းသို့ ရွေ့လျားခြင်းသည် ကနဦးငွေအနည်းငယ်သာ လိုအပ်သည်။ သံ၊ သံမဏိ၊ အလူမီနီယမ် သို့မဟုတ် ကြေးဝါထုတ်လုပ်သော ပုံသွင်းစက်ရုံများသည် ပုံစံငယ်များနှင့် တိုတောင်းသောလည်ပတ်မှုများဖြင့် စတင်နိုင်သည်။ ၎င်းတို့သည် ရိုးရှင်းသောကုန်ကြမ်းများနှင့် ၎င်းတို့၏ လက်ရှိစနစ်များကို အသုံးပြုကြသည်။
ဆုံးရှုံးသော Foam အကျိုးကျေးဇူးများ
Lost Foam Casting အတွင်းပိုင်းလမ်းကြောင်းများ၊ မျက်ကွယ်အပေါက်များနှင့် တိကျသောနေရာများဖြင့် အသေးစိတ်အစိတ်အပိုင်းများကို တည်ဆောက်နိုင်စေပါသည်။ ဤအင်္ဂါရပ်များသည် စံသဲ သို့မဟုတ် nobake လုပ်ငန်းစဉ်များတွင် မကြာခဏ မာကျောခြင်း သို့မဟုတ် စျေးကြီးခြင်းတို့ ဖြစ်ပေါ်လေ့ရှိသည်။ လေ့လာမှုများအရ စွမ်းအင်ချွေတာမှု ၂၅ ရာခိုင်နှုန်းမှ ၃၀ ရာခိုင်နှုန်း၊ အလုပ်သမားထုတ်လုပ်မှုတိုးတက်မှု ၄၆ ရာခိုင်နှုန်း၊ ပစ္စည်းလျှော့ချမှု ၇ ရာခိုင်နှုန်းနှင့် ထုတ်လုပ်မှုကုန်ကျစရိတ် ၂၀ ရာခိုင်နှုန်းမှ ၂၅ ရာခိုင်နှုန်းအထိ ကျဆင်းသွားကြောင်း ပြသထားသည်။ ဤလုပ်ငန်းစဉ်သည် အစိုင်အခဲစွန့်ပစ်ပစ္စည်းနည်းပါးစေပြီး လေထုထဲတွင် အမှုန်အမွှားနည်းပါးစေကာ ဖန်လုံအိမ်ဓာတ်ငွေ့များ လျော့နည်းစေသည်။
သည်းခံနိုင်စွမ်းများသည် ပုံမှန်အားဖြင့် တစ်လက်မလျှင် +/- ၀.၀၀၃ လက်မအထိ ရောက်ရှိနိုင်သည်။ အကောင်းဆုံးဖြစ်အောင် ပြုလုပ်ထားသော စနစ်များသည် တစ်လက်မလျှင် +/- ၀.၀၀၂ လက်မအထိ ရောက်ရှိနိုင်သည်။ နံရံပါးသော ductile သံသွန်းလောင်းမှုများသည် ၀.၀၄၀ လက်မ နံရံအထူတွင် +/- ၀.၀၀၁၅ လက်မအထိ ပိုမိုကောင်းမွန်သော ထိန်းချုပ်မှုကို ပြသသည်။ ဤတိကျမှုများသည် သွန်းလောင်းပြီးနောက် စက်ဖြင့်ပြုပြင်ခြင်းကို ဖယ်ရှားလေ့ရှိသည် သို့မဟုတ် လျော့နည်းစေသည်။ စက်ဖြင့်ပြုပြင်ခြင်းနည်းပါးခြင်းမှ ချွေတာခြင်းသည် လုပ်ငန်းစဉ်တွင် မည်သည့်သေးငယ်သော ကွာခြားချက်များကိုမဆို ဖုံးအုပ်ထားသည်။
ဆုံးရှုံးသွားသော အမြှုပ်များဖြင့် ပြုလုပ်ထားသော အစိတ်အပိုင်းများတွင် သုည သို့မဟုတ် တစ်လှည့်စီ ጭማሚያየትရှိသည်။ As-cast ချည်မျှင်များသည် မှန်ကန်သောနည်းပညာများဖြင့် ဖြစ်နိုင်လာသည်။ ရိုးရာကိရိယာမရှိသောကြောင့်၊ သတ္တုပုံသွင်းစက်ရုံများသည် မြန်ဆန်သောပုံစံငယ်များ သို့မဟုတ် အစားထိုးအစိတ်အပိုင်းများအတွက် အမြှုပ်ပုံစံများကို တိုက်ရိုက်စက်ဖြင့် ပြုလုပ်နိုင်သည်။ gating ဒီဇိုင်းသည် သတ္တုစီးဆင်းမှုကို ကောင်းစွာအထောက်အကူပြုသောအခါ ၇၀ ရာခိုင်နှုန်းအထက်—နှင့် မကြာခဏ ၈၀ ရာခိုင်နှုန်း—မြင့်မားသော သွန်းလောင်းမှုအထွက်နှုန်းများ ပေါ်လာသည်။
ပျောက်ဆုံးသော မြှုပ်ကို စမ်းသပ်ရန် အဆင့်များ
အခြေခံပျောက်ဆုံးသွားသောအမြှုပ်လုပ်ငန်းစဉ်တွင် အမြှုပ်ပုံစံပြုလုပ်ခြင်း၊ ၎င်းကို အပေါ်ယံလွှာအုပ်ခြင်း၊ ချည်နှောင်မထားသောသဲထဲတွင်ထည့်ခြင်းနှင့် ပုံစံကို အငွေ့အဖြစ်ပြောင်းလဲပေးသည့် အရည်ပျော်သတ္တုကို လောင်းထည့်ခြင်းတို့ ပါဝင်သည်။ ရင်းနှီးမြှုပ်နှံမှုနည်းပါးသော ဝင်ရောက်မှုအတွက်၊ သတ္တုပုံသွင်းစက်ရုံများသည် အလိုအလျောက်ကိရိယာများ သို့မဟုတ် မှိုများဝယ်ယူမည့်အစား အမြှုပ်စတော့မှ ပုံစံများကို စက်ဖြင့်ကြိတ်ခွဲပြီး လက်ဖြင့်ဖိသိပ်ခြင်းကို အသုံးပြုကြသည်။
အဆင့် ၁: မြှုပ်ရယူပါ
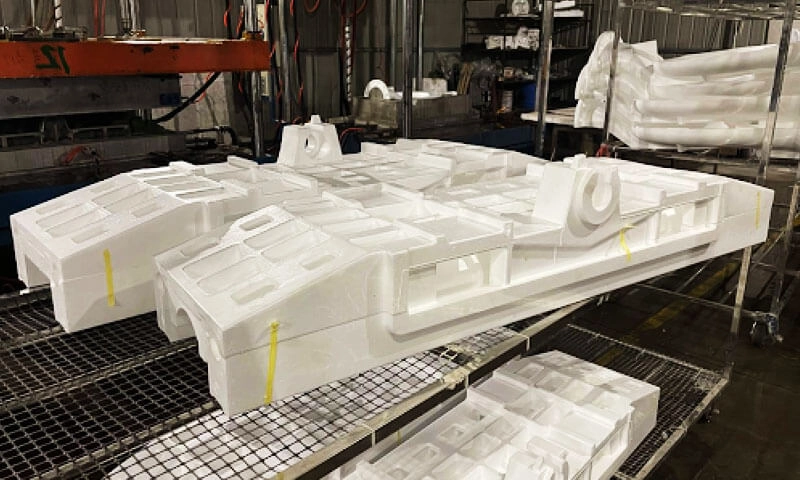
ချဲ့ထွင်ထားသော ပိုလီစတိုင်ရင်း (EPS) အမြှုပ်သည် အဓိကပစ္စည်းအဖြစ် အလုပ်လုပ်ပါသည်။ စံပြသိပ်သည်းဆများသည် တစ်ကုဗပေလျှင် ၁ ပေါင်မှ ၁.၅ ပေါင်အထိ ရှိသည်။ သံသွန်းလောင်းခြင်းတွင် ကာဗွန်ထိန်းချုပ်မှုကို တင်းကျပ်စွာလိုအပ်သော အလုပ်များအတွက်၊ EPS နှင့် ပိုလီမီသိုင်း မီသာခရီလိတ် ရောစပ်ထားသော co-polymer အမြှုပ်များသည် ကောင်းမွန်သောရလဒ်များကို ပေးပါသည်။ အမြှုပ်သည် စက်ဖြင့်ပြုလုပ်ခြင်းနှင့် ကိုက်ညီသော အတုံးပုံစံဖြင့် လာရမည်။
ဘေးကင်းရေးသည် အလွန်အရေးကြီးပါသည်။ အမြှုပ်များတွင် မီးလျှံငြိမ်းစေသောပစ္စည်းများ မပါဝင်ရ၊ အဘယ်ကြောင့်ဆိုသော် ၎င်းတို့သည် လောင်းထည့်စဉ် ပေါက်ကွဲမှုများ ဖြစ်စေနိုင်သောကြောင့်ဖြစ်သည်။ ပေးသွင်းသူများသည် မီးလျှံငြိမ်းစေသောပစ္စည်းများ မရှိကြောင်း အတည်ပြုသင့်သည်။ သတ္တုရည်ကျိုစက်ရုံများသည်လည်း ၎င်းတို့၏ကိုယ်ပိုင် မီးလျှံစစ်ဆေးမှုများကို လုပ်ဆောင်သင့်သည်။ အစိုဓာတ်ကျန်ရှိနေသည်နှင့်အမျှ အရွယ်အစားတည်ငြိမ်စေရန်အတွက် အမြှုပ်အသစ်များကို အနည်းဆုံး သုံးပတ်ကြာ ရင့်မှည့်ရန် လိုအပ်ပါသည်။
အဆင့် ၂: ပုံစံစက်
CNC စက်တစ်ခုသည် ဖော့ဘလောက်များမှ ပုံစံကို ဖန်တီးပေးသည်။ မှန်ကန်သော ဖိအား၊ အမြန်နှုန်းနှင့် ဖြတ်တောက်မှုအနက်များသည် အထူးသဖြင့် ပုတီးအခြေခံ ဖော့များတွင် စုတ်ပြဲခြင်းကို ရပ်တန့်စေသည်။ ပိုမိုပေါ့ပါးသော ဖြတ်တောက်မှုများဖြင့် spindle အမြန်နှုန်းမြင့်များသည် ဆွဲထားသော ပုတီးများအစား သန့်ရှင်းသော မျက်နှာပြင်များနှင့် အစင်းငယ်များကို ပေးစွမ်းသည်။
ဒီဇိုင်းပြောင်းလဲမှုများသည် သတ္တုကျုံ့ခြင်းကိုသာ အကျုံးဝင်ပါသည်။ ခိုင်မာသောသဲအထောက်အပံ့သည် မှိုနံရံရွေ့လျားမှုကို ဖယ်ရှားပေးပါသည်။ အလူမီနီယမ်သတ္တုစပ်များသည် မာကျောသောကျုံ့ခြင်းမြင့်မားသောကြောင့် risers များကိုထည့်သွင်းနိုင်သည် သို့မဟုတ် gating ကို risers အဖြစ်အသုံးပြုနိုင်သည်။ သံသတ္တုစပ်များသည် များသောအားဖြင့် risers များမလိုအပ်ပါ။ ဤနည်းအားဖြင့် CAD မော်ဒယ်များမှ ပုံစံအစစ်အမှန်များသို့ မြန်ဆန်သောပြောင်းလဲမှုများကို ပံ့ပိုးပေးသည်။
အဆင့် ၃: ကော်
အမြှုပ်အပိုင်းများသည် အတွင်းပိုင်းအင်္ဂါရပ်များ သို့မဟုတ် အပြန်အလှန်ချိတ်ဆက်ထားသော အစိတ်အပိုင်းများပါရှိသော ရှုပ်ထွေးသောတပ်ဆင်မှုများကို အခက်အခဲမရှိဘဲ ဖွဲ့စည်းထားသည်။ ရိုးရှင်းသောကော်များသည် စမ်းသပ်မှုများအတွက် ကောင်းမွန်စွာအလုပ်လုပ်ပါသည်။ အမြှုပ်အတွက် ပြုလုပ်ထားသော အထူးပြုလုပ်ထားသော အပူအရည်ပျော်ကော်များသည် ပိုမိုခိုင်မာပြီး သန့်ရှင်းသော ချည်နှောင်မှုများကို ပေးစွမ်းသည်။ ကော်အနည်းငယ်သည် အပိုဓာတ်ငွေ့ကို နည်းပါးစေပြီး အပြီးသတ်ပုံသွင်းခြင်းပေါ်ရှိ မျက်နှာပြင်ပြဿနာများကို ရှောင်ရှားပေးသည်။
အဆင့် ၄: စုစည်းခြင်း
Gating စနစ်များတွင် foam runners နှင့် ingates များတွင် ကပ်ထားသော စားသုံးနိုင်သော ကြွေ sprues များကို အသုံးပြုသည်။ စံ gating ratio မလိုအပ်ပါ၊ choke point များကို ဝေးဝေးထားရမည်။ ပုံစံများကို စတော့မှ ရရှိနိုင်သည် သို့မဟုတ် လိုအပ်သလို ကူးယူနိုင်သည်။
အလူမီနီယမ် သွန်းလုပ်မှုများသည် မကြာခဏ အပေါ်မှကျွေးခြင်းကို အသုံးပြုလေ့ရှိသည်။ သံ၊ သံမဏိနှင့် ကြေးဝါတို့သည် အောက်ခြေမှကျွေးခြင်းကို ပိုနှစ်သက်ကြသည်။ သဲသည် အသွင်အပြင်တိုင်းထဲသို့ စီးဆင်းစေရန် အစိတ်အပိုင်းများသည် အနည်းငယ်စောင်းသင့်သည်။ သဲသည် အပေါ်သို့ အကွာအဝေးတိုလေးများသာ ရွေ့လျားသောကြောင့် ဒီဇိုင်းများသည် ဆွဲငင်အားအကူအညီဖြင့် ဖြည့်သွင်းခြင်းကို အာရုံစိုက်သည်။ ကောင်းမွန်သော တံခါးပေါက်သည် သဲများသည် ပုံစံပတ်လည်တွင် ညီညာစွာ စုပုံနေပြီး သွန်းလုပ်ခြင်းကို ပျက်စီးစေသော သတ္တု-သဲ ရောနှောမှုများကို ကာကွယ်ပေးသည်။
အဆင့် ၅: အလွှာ
ဆုံးရှုံးသွားသော အမြှုပ်သီးသန့် အပေါ်ယံလွှာများသည် စိမ့်ဝင်နိုင်သော အတားအဆီးတစ်ခုကို ဖွဲ့စည်းပေးသည်။ အတားအဆီးသည် သဲကို ထိန်းထားပြီး ဓာတ်ငွေ့များ ထွက်စေသည်။ အသုံးပြုရန် အသင့်ဖြစ်သော ဖော်မြူလာများသည် အလုပ်ကို ပိုမိုလွယ်ကူစေသည်။ စိတ်ကြိုက်ရောစပ်ထားသော ပျော့ပျောင်းမှုကို ထိန်းသိမ်းရန်အတွက် viscometers များ လိုအပ်သည်။ အနည်ထိုင်ခြင်းကို ရှောင်ရှားရန် ချက်ချင်းအသုံးမပြုမီ သေချာစွာ ရောစပ်သည်။ အသုံးချမှုကို နှစ်ခြင်း သို့မဟုတ် လောင်းချခြင်းဖြင့် ပြုလုပ်သည်။
အလွန်အကျွံရောစပ်ခြင်းသည် အပေါ်ယံအလွှာချို့ယွင်းချက်များနှင့် မျက်နှာပြင်ပြဿနာများကို ဖြစ်ပေါ်စေသည့် ပူဖောင်းများကို ဖြစ်ပေါ်စေပါသည်။ ချို့ယွင်းချက်မရှိဘဲ ပုံသွင်းရန်အတွက် အထူတူညီမှုသည် အဓိကသော့ချက်ဖြစ်သည်။
အဆင့် ၆: ခြောက်သွေ့ခြင်း
 အပေါ်ယံလွှာရှိ အစိုဓာတ်သည် လောင်ကျွမ်းခြင်း သို့မဟုတ် ရေနွေးငွေ့ချို့ယွင်းမှုများကို ဖြစ်စေနိုင်သည်။ အခြောက်ခံခြင်း ရွေးချယ်စရာများတွင် ပန်ကာများဖြင့် ရိုးရှင်းသော လေစီးဆင်းမှုမှသည် အပူနှင့် စိုထိုင်းဆ လျှော့ချခြင်းဖြင့် ထိန်းချုပ်ထားသော အခန်းများအထိ အမျိုးမျိုးရှိသည်။ ရွေးချယ်မှုသည် ဒေသဆိုင်ရာ ရာသီဥတုနှင့် အဆောက်အဦ အခြေအနေများပေါ်တွင် မူတည်ပါသည်။
အပေါ်ယံလွှာရှိ အစိုဓာတ်သည် လောင်ကျွမ်းခြင်း သို့မဟုတ် ရေနွေးငွေ့ချို့ယွင်းမှုများကို ဖြစ်စေနိုင်သည်။ အခြောက်ခံခြင်း ရွေးချယ်စရာများတွင် ပန်ကာများဖြင့် ရိုးရှင်းသော လေစီးဆင်းမှုမှသည် အပူနှင့် စိုထိုင်းဆ လျှော့ချခြင်းဖြင့် ထိန်းချုပ်ထားသော အခန်းများအထိ အမျိုးမျိုးရှိသည်။ ရွေးချယ်မှုသည် ဒေသဆိုင်ရာ ရာသီဥတုနှင့် အဆောက်အဦ အခြေအနေများပေါ်တွင် မူတည်ပါသည်။
အဆင့် ၇: အလွှာစစ်ဆေးမှု
ခြောက်သွေ့သောအပေါ်ယံလွှာရှိ အက်ကွဲကြောင်းများသည် သဲလောင်ကျွမ်းခြင်း သို့မဟုတ် မှိုများပြိုကျခြင်းကို ဖြစ်စေသည်။ စစ်ဆေးမှုများသည် ပြဿနာများကို ရှာဖွေတွေ့ရှိသောကြောင့် ထိတွေ့မှုများသည် ၎င်းတို့ကို ပစ်မှတ်ထားနိုင်သည်။ ပြန်လည်အလွှာထူလွန်းခြင်းသည် ဓာတ်ငွေ့များကို ပိတ်မိစေပြီး သတ္တုကို sprue ပေါ်သို့ ပြန်တွန်းပို့နိုင်သည်။ ဇာကွန်အခြေခံ ဖြည့်စွက်ပစ္စည်းများသည် အလွှာအသစ်အပြည့်အစုံမပါဘဲ အက်ကွဲကြောင်းငယ်များကို ပြုပြင်ပေးသည်။
အဆင့် ၈: Compaction
စျေးကြီးသော အလိုအလျောက်လိုင်းများနေရာတွင် လက်ဖြင့်ဖိသိပ်ခြင်းသည် အစားထိုးဝင်ရောက်လာသည်။ ပြုပြင်ထားသော ၅၅ ဂါလံဆံ့ သံမဏိစည်သည် အခြေခံပုလင်းအဖြစ် ဆောင်ရွက်သည်။ အချည်မထားသော ခြောက်သွေ့သောသဲ သို့မဟုတ် ကြွေအမှုန်အမွှားများသည် ကွန်တိန်နာကို ဖြည့်သည်။ ပထမအလွှာများသည် ထပ်ခါတလဲလဲ တူဖြင့်ရိုက်ခြင်းဖြင့် မာကျောလာသည်။
အပေါ်ယံလွှာဖြင့် ဖုံးအုပ်ထားသော အမြှုပ်အစုအဝေးသည် အောက်ခံအလွှာပေါ်တွင် တည်ရှိသည်။ ဖိသိပ်နေစဉ် သဲ သို့မဟုတ် အမှုန်အမွှားများ ပိုမိုဖြည်းဖြည်းချင်း လောင်းချသည်။ ၎င်းသည် အပေါ်ယံလွှာကို မထိခိုက်စေဘဲ ပုံသဏ္ဍာန်အားလုံးတွင် စီးဆင်းမှုကို သေချာစေသည်။ ပါးလွှာသော အပိုင်းများသည် ပုံပျက်ခြင်းကို ကာကွယ်ရန် မျှတသော ဖြည့်တင်းမှု လိုအပ်သည်။ အနည်းဆုံး ၁၀ လက်မ ဝန်ပိခြင်းသည် ရေပေါ်မျောခြင်းကို ရပ်တန့်စေပြီး အတိုင်းအတာများကို တည်ငြိမ်စေသည်။
အဆင့် ၉: Casting
အရည်ပျော်ခြင်းသည် ပုံမှန်သွန်းလောင်းခြင်းလုပ်ငန်းစဉ်များကို လိုက်နာသည်။ အမြှုပ်များကို အပြည့်အဝအငွေ့ပျံစေရန်အတွက် လောင်းထည့်ခြင်းသည် မြင့်မားသော အပူရှိန်—များသောအားဖြင့် စံနှုန်းထက် ဖာရင်ဟိုက် ၅၀ မှ ၁၀၀ ဒီဂရီအထိ—လိုအပ်သည်။ အပူလွန်ကဲလွန်းခြင်းသည် သံတွင် ဆူပွက်ခြင်း သို့မဟုတ် အလူမီနီယမ်တွင် အောက်ဆီဒေးရှင်းပိုမိုဖြစ်စေနိုင်သည်။
မြန်မြန်လောင်းထည့်ခြင်းက sprue ကို ပြည့်နေစေပြီး ဓာတ်ငွေ့ဖိအားကို ဆန့်ကျင်တဲ့ သတ္တုအလေးချိန်ကို အသုံးပြုပါတယ်။ ဘူးမှာရှိတဲ့ မီးလျှံတွေက ပုံမှန် styrene မီးလောင်မှုကို ပြသနေပါတယ်။ ဖြည်းဖြည်းချင်းလောင်းထည့်ခြင်းက ပြိုကျခြင်း သို့မဟုတ် ပေါက်ကွဲခြင်းဖြစ်နိုင်ခြေကို မြင့်တက်စေပါတယ်။
အဆင့် ၁၀: ပြီးဆုံးခြင်း
အလူမီနီယမ်အတွက် မိနစ် ၃၀ အကြာတွင် သို့မဟုတ် သံသတ္တုစပ်များအတွက် တစ်နာရီအကြာတွင် သွန်းလောင်းရန်အတွက် လုံလောက်သော အအေးခံထားသည်။ အပူလျှပ်ကာမှိုသည် တစ်ခါတစ်ရံတွင် သတ္တုအချို့တွင် ကိုယ်တိုင်အပူပေးနိုင်သည်။ အပြီးသတ်ခြင်းသည် သဲသွန်းလောင်းခြင်းနှင့်တူသော်လည်း မျက်နှာပြင်များ ချောမွေ့လာသောကြောင့် ပေါက်ကွဲမှုအချိန် နည်းပါးသည်။
အောင်မြင်သောအလုပ်သည် သန့်ရှင်းပြီး ခံနိုင်ရည်မြင့်မားသော အစိတ်အပိုင်းများကို ထုတ်လုပ်ပေးသည်။ ချို့ယွင်းမှုများသည် ပုံမှန်အားဖြင့် မမှန်သောအစုအဝေးများကို ဖြစ်ပေါ်စေပြီး ပြင်းထန်သောလောင်ကျွမ်းမှုကို ဖြစ်ပေါ်စေသည်။ ၎င်းတို့သည် ပြန်လည်ပြုပြင်ရန် အခွင့်အလမ်းနည်းပါးသည်။
အဆင်သင့်၊ သတ်မှတ်၊ သွား
မြန်ဆန်သော ပုံစံငယ်များ သို့မဟုတ် ပမာဏအနည်းငယ်သာ ထုတ်လုပ်မှု လိုအပ်သော သတ္တုပုံသွင်းစက်ရုံများသည် စက်ဖြင့်ပြုလုပ်ထားသော အမြှုပ်နှင့် လက်ဖြင့်ဖိသိပ်ထားသော အမြှုပ်ပျောက်ဆုံးသွားသော ပုံသွင်းခြင်းမှတစ်ဆင့် အလွယ်တကူ ဝင်ရောက်နိုင်သည်။ ဤနည်းလမ်းသည် ရှိပြီးသား အရည်ပျော်ခြင်း၊ လောင်းခြင်းနှင့် အပြီးသတ်ခြင်း လုပ်ငန်းများနှင့်အတူ ကိုက်ညီသည်။ ၎င်းသည် အပူချိန်ပြောင်းလဲမှု အနည်းငယ်သာ လိုအပ်သည်။ စမ်းသပ်မှုများသည် စွန့်ပစ်သတ္တု သို့မဟုတ် ဝက်အူချောင်းဖြင့် ပြုလုပ်ထားသော သတ္တုကို အသုံးပြုသောကြောင့် အစောပိုင်းကုန်ကျစရိတ်များသည် အလွန်နည်းပါးသည်။
ဒီနည်းလမ်းက အပိုင်း ၁၀၀ အောက် ထုတ်လုပ်မှုအတွက် ကောင်းမွန်စွာ အလုပ်လုပ်ပါတယ်။ ပိုများတဲ့ ပမာဏတွေက နောက်ပိုင်းမှာ သီးသန့်ကိရိယာတွေနဲ့ အလိုအလျောက်စနစ်ကို ပံ့ပိုးပေးနိုင်ပါတယ်။ လက်ဖြင့်လုပ်ဆောင်တဲ့နည်းလမ်းက ဦးစွာ သတ္တုတွင်းစက်ရုံတွေကို ဈေးကွက်ကို စမ်းသပ်စစ်ဆေးခွင့်ပေးပါတယ်။ အခြေခံအဆောက်အအုံတွေကို ကြီးကြီးမားမား ပြောင်းလဲစရာမလိုဘဲ သတ္တုတွင်းစက်ရုံတွေရဲ့ စွမ်းရည်တွေကို တိုးတက်စေပါတယ်။ သူတို့ဟာ ရှုပ်ထွေးပြီး တန်ဖိုးမြင့်အလုပ်တွေအတွက် သူတို့ကိုယ်သူတို့ နေရာချထားကြပါတယ်။
FAQ များ
ဘယ်သတ္တုတွေက အရင်းအနှီးနည်းပြီး ဆုံးရှုံးသွားတဲ့ အမြှုပ်သွန်းလောင်းခြင်းနဲ့ အလုပ်လုပ်သလဲ။
သံ၊ သံမဏိ၊ အလူမီနီယမ်နှင့် ကြေးဝါတို့သည် စက်ဖြင့်ပြုလုပ်ထားသော အမြှုပ်ဖြင့်ပြုလုပ်သည့် လုပ်ငန်းစဉ်နှင့် အလွယ်တကူ လိုက်လျောညီထွေဖြစ်အောင် ပြုလုပ်ကြသည်။
Lost foam စမ်းသပ်မှုတွေ စတင်ဖို့ ဘယ်လောက်ကုန်ကျမလဲ။
အဓိကကုန်ကျစရိတ်များတွင် အမြှုပ်စတော့၊ အပေါ်ယံလွှာပစ္စည်းများနှင့် အခြေခံကော်များပါဝင်သည်။ လက်ရှိ CNC စက်ကိရိယာများနှင့် အရည်ပျော်မီးဖိုများသည် အပိုဆောင်းရင်းနှီးမြှုပ်နှံမှုကို လျှော့ချပေးသည်။
စက်ပစ္စည်းမလည်ပတ်ဘဲ ဆုံးရှုံးသွားသော အမြှုပ်များသည် မည်သည့်ခံနိုင်ရည်များ ရရှိနိုင်သနည်း။
ပုံမှန်သည်းခံနိုင်စွမ်းများသည် တစ်လက်မလျှင် +/- 0.003 လက်မအထိ ရောက်ရှိပြီး၊ အကောင်းဆုံးဖြစ်အောင် ပြုလုပ်ထားသော ပုံစံများနှင့် ကျစ်လစ်သိပ်သည်းမှုများမှတစ်ဆင့် ပိုမိုတင်းကျပ်သော ရလဒ်များကို ရရှိနိုင်ပါသည်။
ပျောက်ဆုံးသွားသော အမြှုပ်တံခါးအတွက် အထူးလေ့ကျင့်မှု လိုအပ်ပါသလား။
ဂိတ်တံခါးဖောက်ခြင်းသည် ရိုးရာသဲပုံသွင်းခြင်းနှင့် ကွာခြားပါသည်။ သဲစီးဆင်းမှု၊ စောင်းထောင့်များနှင့် အပေါ်သို့ဖြည့်လမ်းကြောင်းများကို ရှောင်ရှားခြင်းတို့ကို အာရုံစိုက်ခြင်းဖြင့် အောင်မြင်မှုကို သေချာစေသည်။
ပျောက်ဆုံးသွားတဲ့ အမြှုပ်တွေက ပုံစံငယ်တွေအတွက် ဖြည့်စွက်ထုတ်လုပ်မှုကို အစားထိုးနိုင်ပါသလား။
ဟုတ်ကဲ့။ စက်ဖြင့်ပြုလုပ်ထားသော အမြှုပ်ပုံစံများသည် ဂျီသြမေတြီများစွာအတွက် ယှဉ်ပြိုင်နိုင်သော ကုန်ကျစရိတ်များဖြင့် မြန်ဆန်တိကျသော သတ္တုပုံစံငယ်များကို ဖန်တီးနိုင်စေပါသည်။
ယုံကြည်စိတ်ချရသော Lost Foam Casting Equipment ထုတ်လုပ်သူနှင့် မိတ်ဖက်
ပုံစံငယ်များထက်ကျော်လွန်၍ ဆုံးရှုံးသွားသော အမြှုပ်လုပ်ငန်းများကို တိုးချဲ့ရန် ရှာဖွေနေသော သတ္တုတွင်းစက်ရုံများသည် တည်ထောင်ပြီးသား စက်ပစ္စည်းပံ့ပိုးပေးသူများနှင့် ပူးပေါင်းဆောင်ရွက်ခြင်းမှ အကျိုးကျေးဇူးရရှိကြသည်။ OC နည်းပညာ အဖြူရောင်ဇုန်ဖြေရှင်းချက်များကို အထူးပြုသည့် အဆင့်မြင့် ဉာဏ်ရည်ထက်မြက်သော ပျောက်ဆုံးသွားသော အမြှုပ်ပုံသွင်းစက်ကိရိယာများ၏ ပရော်ဖက်ရှင်နယ်ထုတ်လုပ်သူနှင့် ပေးသွင်းသူအဖြစ် ရပ်တည်နေပါသည်။ အမျိုးသားအဆင့်မြင့်နည်းပညာလုပ်ငန်းတစ်ခုနှင့် တရုတ်ပျောက်ဆုံးသွားသော အမြှုပ်လုပ်ငန်းအသင်း၏ မိတ်ဖက်တစ်ဦးအနေဖြင့် ကုမ္ပဏီသည် အဆင့်မြင့် EPS နည်းပညာကို ပိုင်ဆိုင်မှုမူပိုင်ခွင့်များနှင့် ပေါင်းစပ်ပြီး အလိုအလျောက်အမြှုပ်ပုံသွင်းစက်များ၊ ကြိုတင်ချဲ့ထွင်စက်များ၊ ဗဟိုလေဟာနယ်စနစ်များ၊ မြှင့်တင်သည့်အမျိုးအစား ဆေးရောနှောစက်များ၊ လေအခြောက်ခံစက်များ၊ ရင့်မှည့်စေသော silo များနှင့် အဖြူရောင်ဇုန်နှင့် အဝါရောင်ဇုန် နှစ်ခုလုံးအတွက် ပြီးပြည့်စုံသော ထုတ်လုပ်မှုလိုင်းများကို ပေးပို့ပါသည်။
ဤစနစ်များသည် မြင့်မားသောစွမ်းဆောင်ရည်၊ အရည်အသွေးနှင့် စွမ်းအင်သုံးစွဲမှုနည်းပါးမှုကို အလေးပေးဖော်ပြသည်။ ၎င်းတို့သည် ကမ္ဘာတစ်ဝှမ်းရှိ သတ္တုတွင်းစက်ရုံများကို လက်ဖြင့်စမ်းသပ်ခြင်းမှ ပမာဏများစွာ အလိုအလျောက်ထုတ်လုပ်မှုသို့ ရွေ့လျားရာတွင် ပံ့ပိုးပေးပါသည်။ ဥပမာအားဖြင့် မော်တော်ကား၊ စိုက်ပျိုးရေးနှင့် အိမ်သုံးပစ္စည်းအစိတ်အပိုင်းများအတွက် နှစ်စဉ် တန်ချိန်ထောင်ပေါင်းများစွာ ထုတ်လုပ်နိုင်သည့် အပြည့်အဝလိုင်းများ ပါဝင်သည်။
အဆင့်မြှင့်တင်ရန် သို့မဟုတ် တိုးချဲ့ရန် အသင့်ဖြစ်နေသော သတ္တုတွင်းစက်ရုံများအတွက်၊ ဆက်သွယ်ရန် OC နည်းပညာ ထုတ်လုပ်မှုရည်မှန်းချက်များနှင့် ကိုက်ညီသော စိတ်ကြိုက်ပြုလုပ်ထားသော ပျောက်ဆုံးသွားသော အမြှုပ်ပုံသွန်းလုပ်သည့် စက်ပစ္စည်းဖြေရှင်းချက်များကို စူးစမ်းလေ့လာရန်။