Mất bọt đúc Phương pháp này mang lại lợi ích rõ ràng cho các xưởng đúc kim loại muốn có sự linh hoạt hơn và hiệu quả cao hơn. Quy trình cho phép tạo ra các hình dạng phức tạp, các bộ phận có hình dạng gần như hoàn chỉnh, và giảm đáng kể việc sử dụng năng lượng, nhân công, vật liệu và tổng chi phí so với các phương pháp truyền thống. Tuy nhiên, nhiều xưởng đúc vẫn còn lưỡng lự vì cho rằng nó cần chi tiêu lớn cho các dây chuyền tự động và dụng cụ đặc biệt. Trên thực tế, việc chuyển sang đúc khuôn xốp chỉ cần rất ít vốn đầu tư ban đầu. Các xưởng đúc sản xuất sắt, thép, nhôm hoặc đồng thau có thể bắt đầu với các nguyên mẫu và các lô sản xuất nhỏ. Họ sử dụng các nguyên liệu thô đơn giản và thiết bị hiện có của mình.
Lợi thế của bọt bị mất
Mất bọt đúc Phương pháp này cho phép chế tạo các chi tiết phức tạp với các rãnh bên trong, lỗ kín và vị trí chính xác. Những đặc điểm này thường khó hoặc tốn kém trong các quy trình đúc khuôn cát hoặc không nung tiêu chuẩn. Các nghiên cứu cho thấy tiết kiệm năng lượng từ 25 đến 30%, tăng năng suất lao động 46%, giảm vật liệu 7% và giảm chi phí sản xuất từ 20 đến 25%. Quy trình này cũng tạo ra ít chất thải rắn hơn, ít hạt bụi trong không khí hơn và giảm lượng khí thải nhà kính.
Sai số thường đạt +/- 0,003 inch trên mỗi inch. Các thiết lập tối ưu có thể đạt +/- 0,002 inch trên mỗi inch. Các sản phẩm đúc gang dẻo thành mỏng cho thấy khả năng kiểm soát tốt hơn nữa, xuống đến +/- 0,0015 inch ở độ dày thành 0,040 inch. Độ chính xác này thường loại bỏ hoặc giảm thiểu công đoạn gia công sau khi đúc. Chi phí tiết kiệm được từ việc giảm gia công bù đắp cho bất kỳ sai lệch nhỏ nào trong quy trình.
Các chi tiết được chế tạo bằng phương pháp đúc khuôn xốp có góc nghiêng bằng không hoặc góc nghiêng xen kẽ. Ren đúc có thể thực hiện được với kỹ thuật phù hợp. Vì không cần dụng cụ truyền thống, các xưởng đúc có thể gia công trực tiếp các khuôn xốp để tạo nguyên mẫu nhanh hoặc các bộ phận thay thế. Tỷ lệ sản phẩm đúc đạt trên 70%—và thường là 80%—khi thiết kế hệ thống dẫn liệu giúp kim loại chảy tốt.
Bước để thử Lost Foam
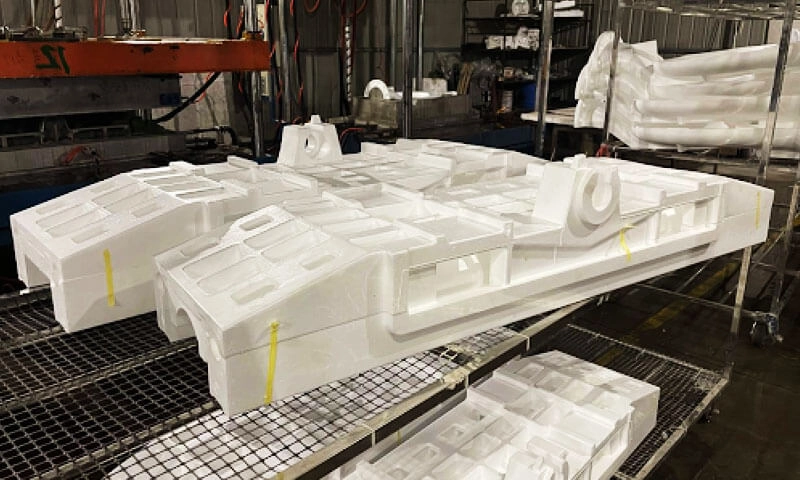
Quy trình đúc khuôn xốp cơ bản bao gồm tạo khuôn xốp, phủ lớp bảo vệ, đặt khuôn vào cát không liên kết, và đổ kim loại nóng chảy vào để biến khuôn thành dạng hơi. Để có vốn đầu tư thấp, các xưởng đúc gia công khuôn từ phôi xốp và sử dụng phương pháp nén thủ công thay vì mua thiết bị hoặc khuôn tự động.
Bước 1: Nhận Foam
Xốp polystyrene giãn nở (EPS) được sử dụng làm vật liệu chính. Mật độ lý tưởng nằm trong khoảng từ 1 đến 1,5 pound trên mỗi foot khối. Đối với các công việc cần kiểm soát chặt chẽ hàm lượng carbon trong các sản phẩm đúc gang, các loại xốp đồng trùng hợp kết hợp EPS và polymethyl methacrylate cho kết quả tốt. Xốp phải ở dạng khối phù hợp với quá trình gia công.
An toàn vẫn là điều vô cùng quan trọng. Bọt đúc không được chứa chất chống cháy vì chúng có thể dẫn đến nổ trong quá trình rót. Nhà cung cấp cần xác nhận không có chất chống cháy nào. Các xưởng đúc cũng nên tự tiến hành thử nghiệm chống cháy. Bọt đúc mới cần được ủ ít nhất ba tuần để kích thước ổn định khi độ ẩm còn lại bay hơi.
Bước 2: Gia công mẫu
Máy CNC tạo ra hoa văn từ các khối xốp. Tốc độ cắt, độ sâu cắt và tốc độ tiến dao phù hợp sẽ tránh được hiện tượng rách, đặc biệt là với các loại xốp có hạt. Tốc độ trục chính cao hơn với độ sâu cắt nhẹ hơn sẽ tạo ra bề mặt sạch và các mảnh vụn nhỏ thay vì các hạt bị kéo ra.
Những thay đổi trong thiết kế chỉ bao gồm sự co ngót của kim loại. Hệ thống đỡ bằng cát chắc chắn loại bỏ mọi chuyển động của thành khuôn. Hợp kim nhôm có thể cần thêm ống dẫn hoặc sử dụng hệ thống rót kim loại làm ống dẫn do độ co ngót khi đông đặc cao hơn. Hợp kim sắt thường không cần ống dẫn. Cách này giúp chuyển đổi nhanh chóng từ mô hình CAD sang mẫu thực tế.
Bước 3: Kết dính
Các mảnh xốp dễ dàng ghép nối với nhau để tạo thành các cụm phức tạp với các chi tiết bên trong hoặc các bộ phận lồng vào nhau. Keo dán thông thường hoạt động tốt cho các thử nghiệm. Keo dán nóng chảy chuyên dụng dành cho xốp cho mối nối chắc chắn và sạch hơn. Một lượng nhỏ keo dán giúp giảm thiểu khí sinh ra và tránh các vấn đề về bề mặt trên sản phẩm đúc hoàn thiện.
Bước 4: Nhóm
Hệ thống dẫn nhựa sử dụng các ống dẫn bằng gốm tiêu hao được dán vào các đường dẫn và cổng dẫn bằng xốp. Không có tỷ lệ dẫn nhựa tiêu chuẩn nào được áp dụng, và các điểm tắc nghẽn phải tránh xa. Các mẫu có thể lấy từ kho hoặc được sao chép khi cần thiết.
Các sản phẩm đúc nhôm thường sử dụng phương pháp cấp liệu từ trên xuống. Sắt, thép và đồng thau thường thích phương pháp cấp liệu từ dưới lên. Các chi tiết cần được nghiêng nhẹ để giúp cát chảy vào mọi ngóc ngách. Cát chỉ di chuyển được một quãng ngắn khi lên dốc, vì vậy thiết kế tập trung vào việc cấp liệu bằng trọng lực. Hệ thống dẫn liệu tốt đảm bảo cát được nén đều xung quanh khuôn mẫu và ngăn ngừa sự trộn lẫn giữa kim loại và cát làm hỏng sản phẩm đúc.
Bước 5: Sơn
Lớp phủ chuyên dụng cho bọt xốp tạo thành một lớp màng thấm. Lớp màng này giữ cát lại và cho phép khí thoát ra ngoài. Các công thức pha sẵn giúp công việc dễ dàng hơn. Các hỗn hợp tùy chỉnh cần có máy đo độ nhớt để duy trì độ đồng nhất. Việc trộn kỹ cần được thực hiện trước khi sử dụng ngay lập tức để tránh hiện tượng lắng đọng. Việc thi công được thực hiện bằng cách nhúng hoặc đổ.
Việc trộn quá kỹ sẽ tạo ra bọt khí, gây ra các khuyết tật lớp phủ và các vấn đề về bề mặt. Độ dày đồng đều vẫn là yếu tố then chốt để có được sản phẩm đúc không bị lỗi.
Bước 6: Sấy khô
 Độ ẩm trong lớp phủ có thể gây ra hiện tượng cháy xém hoặc lỗi do hơi nước. Các phương pháp sấy khô bao gồm từ việc sử dụng luồng không khí đơn giản bằng quạt đến việc sử dụng phòng sấy có điều hòa nhiệt độ và hút ẩm. Sự lựa chọn phụ thuộc vào khí hậu địa phương và điều kiện của cơ sở.
Độ ẩm trong lớp phủ có thể gây ra hiện tượng cháy xém hoặc lỗi do hơi nước. Các phương pháp sấy khô bao gồm từ việc sử dụng luồng không khí đơn giản bằng quạt đến việc sử dụng phòng sấy có điều hòa nhiệt độ và hút ẩm. Sự lựa chọn phụ thuộc vào khí hậu địa phương và điều kiện của cơ sở.
Bước 7: Kiểm tra lớp phủ
Các vết nứt trên lớp phủ khô dẫn đến hiện tượng cháy cát hoặc sụp đổ khuôn. Việc kiểm tra giúp phát hiện các vấn đề để có thể sửa chữa đúng chỗ. Phủ lại quá nhiều lớp có thể làm giữ khí và đẩy kim loại ngược lên ống dẫn. Chất độn gốc zircon giúp khắc phục các vết nứt nhỏ mà không cần phủ lại toàn bộ lớp mới.
Bước 8: Đóng nén
Phương pháp đầm nén thủ công thay thế cho các dây chuyền tự động đắt tiền. Một thùng thép 55 gallon được cải tiến đóng vai trò như một khuôn cơ bản. Cát khô không kết dính hoặc các hạt gốm được đổ đầy vào thùng. Các lớp đầu tiên được đầm chặt bằng cách dùng búa đập nhiều lần.
Cấu trúc xốp được phủ lớp bảo vệ đặt trên lớp nền. Từ từ đổ thêm cát hoặc các hạt nhỏ trong khi nén chặt. Điều này đảm bảo vật liệu chảy đều quanh mọi hình dạng mà không làm hỏng lớp phủ. Các phần mỏng cần được lấp đầy cân bằng để tránh biến dạng. Lớp đất phủ dày ít nhất 10 inch giúp ngăn ngừa hiện tượng nổi và giữ kích thước ổn định.
Bước 9: Đúc
Quá trình nấu chảy tuân theo các quy trình đúc thông thường. Quá trình rót đòi hỏi nhiệt độ siêu nóng cao hơn—thường từ 50 đến 100 độ Fahrenheit cao hơn tiêu chuẩn—để làm bay hơi hoàn toàn bọt khí. Nhiệt độ siêu nóng quá cao có thể gây sôi đối với sắt hoặc gây oxy hóa nhiều hơn đối với nhôm.
Rót nhanh giúp giữ cho ống dẫn luôn đầy và tận dụng trọng lượng kim loại để chống lại áp suất khí. Ngọn lửa ở bình cho thấy quá trình cháy styren diễn ra bình thường. Rót chậm làm tăng nguy cơ sụp đổ hoặc nổ.
Bước 10: Kết thúc
Các sản phẩm đúc nguội đủ để dễ dàng lấy ra sau 30 phút đối với nhôm hoặc một giờ đối với hợp kim sắt. Khuôn cách nhiệt đôi khi cho phép tự ủ ở một số kim loại nhất định. Quá trình hoàn thiện trông giống như đúc cát nhưng cần thời gian phun cát ít hơn nhiều vì bề mặt thu được mịn hơn.
Gia công thành công tạo ra các chi tiết sạch, có độ chính xác cao. Các lỗi thường tạo ra các khối không đều với hiện tượng cháy xém nặng. Những sản phẩm như vậy khó có thể sửa chữa lại.
Sẵn sàng, thiết lập, đi
Các xưởng đúc cần sản xuất nguyên mẫu nhanh hoặc sản xuất số lượng nhỏ có thể dễ dàng tiếp cận phương pháp đúc khuôn xốp bằng máy và khuôn xốp nén thủ công. Phương pháp này phù hợp với các hoạt động nấu chảy, rót và hoàn thiện hiện có. Nó chỉ cần thay đổi nhiệt độ nhỏ. Các thử nghiệm sử dụng phế liệu hoặc kim loại đã qua xử lý, do đó chi phí ban đầu rất thấp.
Phương pháp này hoạt động tốt đối với các lô hàng dưới 100 sản phẩm. Khối lượng lớn hơn có thể cần đến các công cụ chuyên dụng và tự động hóa sau này. Cách làm thủ công cho phép các xưởng đúc thử nghiệm và kiểm tra thị trường trước. Các xưởng đúc phát triển khả năng của mình mà không cần thay đổi lớn về cơ sở hạ tầng. Họ tự định vị mình cho các công việc phức tạp, có giá trị cao.
Câu hỏi thường gặp
Những loại kim loại nào phù hợp với phương pháp đúc khuôn xốp mất vốn đầu tư thấp?
Sắt, thép, nhôm và đồng thau đều dễ dàng thích ứng với quy trình gia công thủ công tạo hình bọt.
Chi phí để bắt đầu thử nghiệm phương pháp tạo bọt xốp là bao nhiêu?
Các chi phí chính bao gồm nguyên liệu xốp, vật liệu phủ và chất kết dính cơ bản. Thiết bị CNC và lò nung hiện có giúp giảm thiểu đầu tư bổ sung.
Phương pháp đúc khuôn bằng xốp chảy có thể đạt được dung sai tối đa là bao nhiêu mà không cần gia công cơ khí?
Sai số cho phép thông thường đạt +/- 0,003 inch trên mỗi inch, và có thể đạt được kết quả chính xác hơn thông qua việc tối ưu hóa mẫu và độ nén.
Có cần đào tạo đặc biệt nào cho việc xử lý bọt bị mất không?
Kỹ thuật đổ khuôn bằng cát khác với phương pháp đúc khuôn cát truyền thống. Tập trung vào dòng chảy của cát, góc nghiêng và tránh các đường dẫn cát hướng lên trên sẽ đảm bảo thành công.
Liệu phương pháp đúc khuôn bằng bọt có thể thay thế công nghệ sản xuất bồi đắp (in 3D) trong việc tạo mẫu thử nghiệm?
Đúng vậy. Khuôn mẫu bằng xốp được gia công cho phép tạo ra các nguyên mẫu kim loại nhanh chóng, chính xác với chi phí cạnh tranh cho nhiều hình dạng khác nhau.
Đối tác với một nhà sản xuất thiết bị đúc bọt mất đáng tin cậy
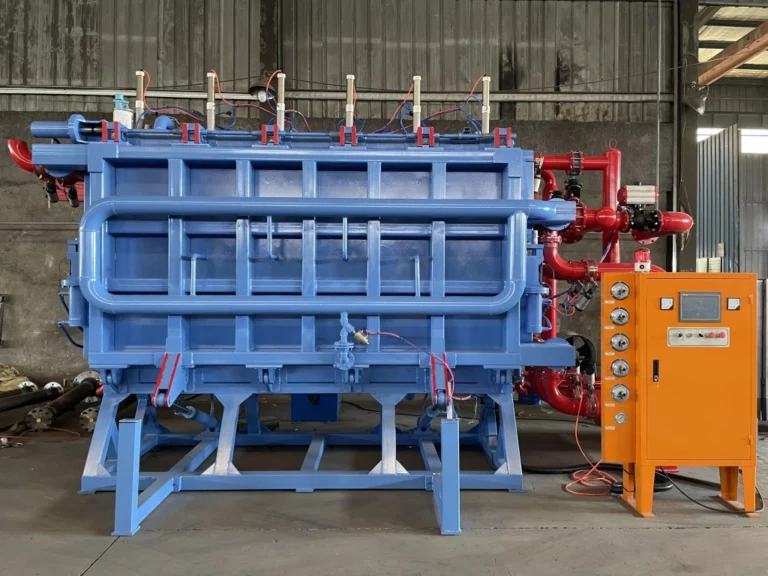
Các xưởng đúc muốn mở rộng quy mô hoạt động đúc khuôn xốp vượt ra ngoài giai đoạn nguyên mẫu sẽ được hưởng lợi từ việc hợp tác với các nhà cung cấp thiết bị có uy tín. Công nghệ OC Công ty là nhà sản xuất và cung cấp chuyên nghiệp các thiết bị đúc khuôn xốp mất thông minh cao cấp, chuyên về các giải pháp khu vực trắng. Là một doanh nghiệp công nghệ cao cấp quốc gia và là đối tác của Hiệp hội Công nghiệp Đúc khuôn Xốp Mất Trung Quốc, công ty tích hợp công nghệ EPS tiên tiến với các bằng sáng chế độc quyền để cung cấp máy đúc khuôn xốp tự động, máy giãn nở sơ bộ, hệ thống hút chân không trung tâm, máy trộn sơn kiểu nâng, máy sấy khí, silo ủ chín và các dây chuyền sản xuất trọn gói hoàn chỉnh cho cả hoạt động khu vực trắng và khu vực vàng.
Các hệ thống này nhấn mạnh hiệu quả cao, chất lượng và mức tiêu thụ năng lượng thấp. Chúng hỗ trợ các xưởng đúc trên toàn thế giới chuyển từ thử nghiệm thủ công sang sản xuất tự động quy mô lớn. Ví dụ bao gồm các dây chuyền hoàn chỉnh cho phép sản xuất hàng nghìn tấn mỗi năm các linh kiện ô tô, nông nghiệp và thiết bị gia dụng.
Dành cho các xưởng đúc sẵn sàng nâng cấp hoặc mở rộng, liên hệ với công nghệ OC Tìm hiểu các giải pháp thiết bị đúc khuôn xốp tùy chỉnh phù hợp với mục tiêu sản xuất.