フォームキャスティングの紛失 このプロセスは、柔軟性と効率性の向上を求める金属鋳造工場に明確なメリットをもたらします。従来の方法と比較して、複雑な形状、ニアネットシェイプ部品の製造が可能になり、エネルギー、労働力、材料、総コストを大幅に削減できます。それでも、自動化ラインや特殊な工具に多額の投資が必要だと考えているため、多くの鋳造工場は導入をためらっています。実際には、ロストフォーム鋳造への移行には初期費用はほとんどかかりません。鉄、鋼、アルミニウム、真鍮を製造する鋳造工場は、試作品や少量生産から始めることができます。シンプルな原材料と既存の設備を使用できます。
泡損失の利点
フォームキャスティングの紛失 この技術により、内部チャネル、盲穴、正確な位置決めを備えた精密部品の製造が可能になります。これらの機能は、従来の砂型成形やノーベーク成形では困難または高コストになることがよくあります。研究によると、エネルギー消費量は25~30%削減され、労働生産性は46%向上、材料使用量は7%削減され、製造コストは20~25%削減されます。また、このプロセスは固形廃棄物、大気中の粒子状物質、温室効果ガスの排出量も削減します。
公差は通常、1インチあたり±0.003インチに達します。最適化された設定では、1インチあたり±0.002インチまで可能です。薄肉ダクタイル鋳鉄鋳物では、さらに優れた精度が得られ、肉厚0.040インチで±0.0015インチまで精度が向上します。このような高精度により、鋳造後の機械加工が不要または削減されることがよくあります。機械加工の削減によるコスト削減効果は、工程上のわずかな差異を補って余りあるものです。
ロストフォーム鋳造で製造される部品は、抜き勾配がゼロまたは交互に変化します。適切な技術を用いれば、鋳造そのままのねじ山も可能です。従来の金型が不要なため、鋳造工場は発泡体パターンを直接機械加工して、迅速な試作品や交換部品を製作できます。湯口設計によって金属の流れが良好になれば、70%以上、場合によっては80%以上の高い鋳造歩留まりが得られます。
泡を失ってみるには
ロストフォーム鋳造の基本的な工程は、発泡体で型を作り、それをコーティングし、未結合の砂の中に置き、溶融金属を流し込んで型を気化させるというものです。少ない資本で参入する場合、鋳造所は発泡体から型を機械加工し、自動化された設備や金型を購入する代わりに、手作業で圧縮します。
ステップ1:泡の取得
発泡ポリスチレン(EPS)フォームが主材料として使用されます。理想的な密度は1立方フィートあたり1~1.5ポンドです。鋳鉄において炭素含有量を厳密に制御する必要がある場合は、EPSとポリメチルメタクリレートを混合した共重合体フォームが良好な結果をもたらします。フォームは機械加工に適したブロック状でなければなりません。
安全性は極めて重要です。発泡体には難燃剤が含まれていてはなりません。難燃剤は注型時に爆発を引き起こす可能性があるためです。供給業者は難燃剤が含まれていないことを確認する必要があります。鋳造工場も独自の燃焼試験を実施する必要があります。新しい発泡体は、残留水分が抜けて寸法が安定するまで、少なくとも3週間は熟成させる必要があります。
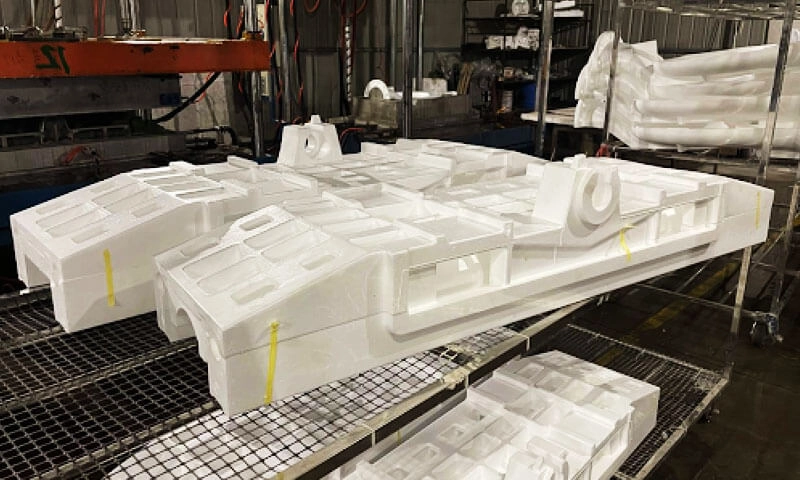
ステップ2:パターン加工
CNCマシンは発泡体ブロックから型を作成します。適切な送り速度、切削速度、切削深さを設定することで、特にビーズ状の発泡体の場合、材料の裂けを防ぐことができます。スピンドル回転数を上げて切削深さを浅くすることで、ビーズが引き抜かれるのではなく、きれいな表面と小さな切りくずが得られます。
設計変更は金属の収縮のみを対象とします。しっかりとした砂型支持構造により、金型壁の動きは完全に抑制されます。アルミニウム合金は凝固収縮が大きいため、ライザーを追加したり、ゲートをライザーとして使用したりすることがあります。鉄合金は通常、ライザーを必要としません。この方式により、CADモデルから実際のパターンへの迅速な変更が可能になります。
ステップ3:接着剤
発泡体の各パーツは簡単に接合でき、内部構造や連動部品を備えた複雑なアセンブリを形成できます。試作にはシンプルな接着剤で十分です。発泡体専用のホットメルト接着剤を使用すれば、より強力で綺麗な接着が可能です。少量の接着剤を使用することで、余分なガスの発生を抑え、完成品の表面トラブルを回避できます。
ステップ4:ゲート制御
ゲートシステムでは、発泡スチロール製のランナーとゲートに接着された消耗品のセラミック製スプルーを使用します。標準的なゲート比率は適用されず、ボトルネックとなる箇所は避ける必要があります。型紙は既製品を使用することも、必要に応じて複製することも可能です。
アルミニウム鋳造では、上面供給方式がよく用いられます。鉄、鋼、真鍮の鋳造では、通常、下面供給方式が好まれます。砂がすべての形状に流れ込むように、部品は少し傾ける必要があります。砂は上り坂では短い距離しか移動できないため、設計では重力による充填を重視します。適切なゲートを設けることで、砂が鋳型全体に均一に充填され、鋳造不良の原因となる金属と砂の混合を防ぐことができます。
ステップ5:コーティング
ロストフォーム専用のコーティング剤は、透過性のあるバリアを形成します。このバリアは砂を保持しつつ、ガスを逃がします。すぐに使用できる配合により、作業が容易になります。特注配合の場合は、粘度計を使用して均一性を維持する必要があります。沈殿を防ぐため、使用直前に十分に混合してください。塗布は、浸漬または注ぎ込みで行います。
過剰な混合は気泡を発生させ、コーティングの欠陥や表面の問題を引き起こします。欠陥のない鋳造品を作るには、均一な厚みが依然として重要です。
ステップ6:乾燥
 塗膜中の水分は、焼け付きや蒸気による欠陥の原因となります。乾燥方法は、送風機による単純な送風から、加熱・除湿機能を備えた制御室まで多岐にわたります。最適な方法は、地域の気候や施設の状況によって異なります。
塗膜中の水分は、焼け付きや蒸気による欠陥の原因となります。乾燥方法は、送風機による単純な送風から、加熱・除湿機能を備えた制御室まで多岐にわたります。最適な方法は、地域の気候や施設の状況によって異なります。
ステップ7:コーティング検査
乾燥した塗膜にひび割れが生じると、砂が焼き付いたり、金型が崩壊したりする原因となります。検査によって問題点が発見され、補修箇所を特定できます。再塗装をやりすぎると、ガスが閉じ込められ、金属が湯口から押し上げられる可能性があります。ジルコン系充填剤を使用すれば、全面的な再塗装をせずに小さなひび割れを修復できます。
ステップ8:圧縮
高価な自動化ラインの代わりに、手作業による圧縮が用いられる。改造した55ガロン(約208リットル)のスチール製ドラム缶を基本容器として使用する。容器には、結合していない乾燥砂またはセラミックビーズを充填する。最初の層は、木槌で繰り返し叩くことで固められる。
コーティングされた発泡体アセンブリは、ベース層の上に載せられます。圧縮しながら、砂やビーズをゆっくりと注ぎ込みます。これにより、コーティングを傷つけることなく、あらゆる形状の周囲に砂やビーズが流れ込むようになります。薄い部分は、歪みを防ぐために均等に充填する必要があります。少なくとも10インチの覆土層を設けることで、浮上を防ぎ、寸法を安定させることができます。
ステップ9:鋳造
溶解は通常の鋳造工程に従います。注湯には、発泡体を完全に気化させるために、通常標準温度より50~100°F高い過熱度が必要です。過熱度が高すぎると、鉄が沸騰したり、アルミニウムが酸化したりする可能性があります。
素早く注ぐことで湯口が常に満たされ、金属製の重りがガス圧に抵抗する。フラスコの炎は、スチレンの正常な燃焼を示している。ゆっくり注ぐと、フラスコが崩壊したり爆発したりする危険性が高まる。
ステップ10:完了
鋳造品は、アルミニウムの場合は30分後、鉄合金の場合は1時間後には型から取り出すのに十分な温度まで冷えます。断熱鋳型を使用することで、特定の金属では自己焼きなましが起こる場合があります。仕上げは砂型鋳造に似ていますが、表面がより滑らかになるため、ブラスト時間ははるかに短くて済みます。
加工が成功すると、きれいで高精度な部品が得られる。一方、失敗すると、通常、焼き付きがひどい不規則な塊ができてしまう。このような部品は、再加工の可能性がほとんどない。
スタンバイ
迅速な試作品製作や少量生産を必要とする鋳造工場にとって、機械加工発泡体と手動圧縮によるロストフォーム鋳造は容易な導入方法となる。この方法は既存の溶解、注湯、仕上げ工程と互換性があり、温度変化もわずかで済む。試作にはスクラップ金属やピグ処理された金属を使用するため、初期コストは非常に低く抑えられる。
この方法は、100個以下の少量生産には適しています。より大規模な生産量では、後々専用の金型や自動化システムを導入することになるでしょう。まずは手作業で生産することで、鋳造工場は市場の動向をテストし、検証することができます。また、インフラに大きな変更を加えることなく、生産能力を向上させることができます。そして、複雑で高付加価値な生産に対応できる体制を整えることができるのです。
よくあるご質問
低コストのロストフォーム鋳造に適した金属は何ですか?
鉄、鋼、アルミニウム、真鍮はすべて、機械加工された発泡体を用いた手作業プロセスに容易に適合する。
ロスフォーム試験を開始するには、どれくらいの費用がかかりますか?
主な費用は、発泡材、コーティング材、および基本的な接着剤です。既存のCNC装置と溶解炉により、追加投資は最小限に抑えられます。
ロストフォームは、機械加工なしでどの程度の公差を実現できるのか?
一般的な許容誤差は1インチあたり±0.003インチですが、パターンと圧縮を最適化することで、より厳しい結果を得ることが可能です。
フォームゲート検査の実施には特別な訓練が必要ですか?
ゲート方式は従来の砂型鋳造とは異なります。砂の流れ、傾斜角度、そして上方への充填経路を避けることに重点を置くことで、成功が保証されます。
ロストフォームは、試作品製造において積層造形に取って代わることができるだろうか?
はい。機械加工された発泡体パターンを使用することで、多くの形状において、迅速かつ正確な金属製プロトタイプを競争力のあるコストで作成できます。
信頼できる消失型鋳造設備メーカーと提携
試作品製造を超えてロストフォーム鋳造の規模を拡大しようとする鋳造会社は、実績のある設備プロバイダーと提携することでメリットを得られる。 OC テクノロジー 当社は、ハイエンドのインテリジェントロストフォーム鋳造装置の専門メーカーおよびサプライヤーとして、ホワイトゾーンソリューションを専門としています。国家ハイテク企業であり、中国ロストフォーム工業協会のパートナーでもある当社は、高度なEPS技術と独自の特許を統合し、自動発泡成形機、予備膨張機、中央真空システム、リフト式塗料ミキサー、エアドライヤー、熟成サイロ、そしてホワイトゾーンとイエローゾーンの両方の操業に対応する完全なターンキー生産ラインを提供しています。
これらのシステムは、高効率、高品質、低エネルギー消費を重視しています。世界中の鋳造工場が手作業による試作から大量生産の自動化へと移行するのを支援します。例えば、自動車、農業機械、家電製品の部品向けに年間数千トンの生産を可能にするフルラインなどが挙げられます。
アップグレードや拡張を予定している鋳造工場向け お問い合わせ OC Technology 生産目標に合致する、カスタマイズされたロストフォーム鋳造装置ソリューションを検討する。



