Lançamento de espuma perdida A fundição por espuma perdida traz benefícios claros para fundições de metais que buscam maior flexibilidade e eficiência. O processo permite a produção de formas complexas, peças com formato próximo ao final e reduções significativas no consumo de energia, mão de obra, materiais e custos totais, quando comparado aos métodos tradicionais. Mesmo assim, muitas fundições hesitam em adotá-la por acreditarem que exige grandes investimentos em linhas automatizadas e ferramentas especiais. Na verdade, a transição para a fundição por espuma perdida requer um investimento inicial muito baixo. Fundições que produzem ferro, aço, alumínio ou latão podem começar com protótipos e pequenas séries de produção, utilizando matérias-primas simples e sua infraestrutura atual.
Avantagens de Foam Perdidos
Lançamento de espuma perdida Permite a construção de componentes detalhados com canais internos, furos cegos e posições exatas. Essas características costumam ser difíceis ou caras em processos convencionais de fundição em areia ou sem cozimento. Estudos mostram uma economia de energia de 25 a 30%, aumento de produtividade da mão de obra de 46%, redução de material em 7% e queda nos custos de produção de 20 a 25%. O processo também gera menos resíduos sólidos, menos partículas no ar e menor emissão de gases de efeito estufa.
As tolerâncias geralmente atingem +/- 0,003 polegadas por polegada. Configurações otimizadas podem alcançar +/- 0,002 polegadas por polegada. Peças fundidas de ferro fundido nodular de paredes finas apresentam um controle ainda melhor, chegando a +/- 0,0015 polegadas com uma espessura de parede de 0,040 polegadas. Essas precisões frequentemente eliminam ou reduzem a necessidade de usinagem após a fundição. A economia resultante da redução da usinagem compensa quaisquer pequenas diferenças no processo.
Os componentes fabricados com a técnica de fundição por espuma perdida apresentam ângulos de saída nulos ou alternados. Roscas fundidas podem ser obtidas diretamente com as técnicas adequadas. Como não há necessidade de ferramentas tradicionais, as fundições podem usinar os modelos de espuma diretamente para a produção rápida de protótipos ou peças de reposição. Altos rendimentos de fundição, acima de 70% — e frequentemente 80% —, são alcançados quando o projeto do sistema de alimentação favorece o bom fluxo do metal.
Passos para tentar perder a fome
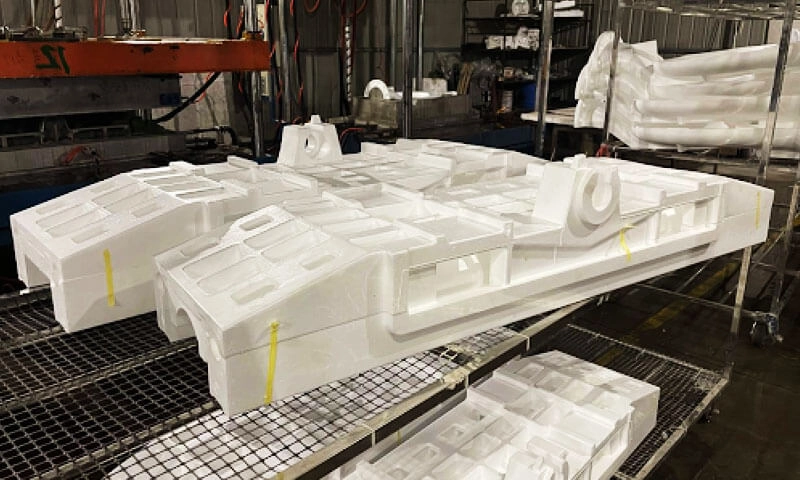
O processo básico de fundição por espuma perdida inclui a criação de um molde de espuma, o revestimento deste, a sua imersão em areia não aglomerada e o vazamento de metal fundido que transforma o molde em vapor. Para iniciar o processo com baixo investimento inicial, as fundições usinam os moldes a partir da espuma e utilizam compactação manual em vez de investir em equipamentos automatizados ou moldes.
Passo 1: Obter Foam
A espuma de poliestireno expandido (EPS) é utilizada como material principal. As densidades ideais variam de 1 a 1,5 libras por pé cúbico. Para trabalhos que exigem controle rigoroso de carbono em peças fundidas de ferro, espumas de copolímero, que misturam EPS e polimetilmetacrilato, apresentam bons resultados. A espuma deve ser fornecida em blocos adequados para usinagem.
A segurança continua sendo de suma importância. A espuma não deve conter retardantes de chama, pois estes podem causar explosões durante o vazamento. Os fornecedores devem confirmar a ausência de retardantes. As fundições também devem realizar seus próprios testes de chama. A espuma nova precisa de um período de maturação de pelo menos três semanas para que suas dimensões se estabilizem à medida que a umidade residual se dissipa.
Passo 2: Maquinaria de padrões
Uma máquina CNC cria o molde a partir de blocos de espuma. Os avanços, velocidades e profundidades de corte corretos evitam rasgos, especialmente em espumas com base em grânulos. Velocidades de rotação mais altas com cortes mais leves resultam em superfícies limpas e pequenos cavacos, em vez de grânulos puxados.
As alterações de projeto abrangem apenas a contração do metal. O suporte firme de areia elimina qualquer movimento das paredes do molde. Ligas de alumínio podem precisar de massaladores ou canais de alimentação como massaladores devido à maior contração de solidificação. Ligas de ferro geralmente não precisam de massaladores. Este método permite rápidas transições entre modelos CAD e moldes reais.
Passo 3: Adhesivo
Seções de espuma se unem sem dificuldade para formar conjuntos complexos com detalhes internos ou peças de encaixe. Adesivos simples funcionam bem para testes. Adesivos termofusíveis especiais para espuma proporcionam uniões mais fortes e limpas. Uma pequena quantidade de adesivo mantém o excesso de gás baixo e evita problemas na superfície da peça fundida final.
Passo 4: Gating
Os sistemas de injeção utilizam canais de alimentação cerâmicos descartáveis colados a canais de espuma e pontos de injeção internos. Não há uma proporção padrão de injeção e os pontos de estrangulamento devem ser evitados. Os moldes podem ser provenientes de estoque ou copiados conforme necessário.
As peças fundidas de alumínio geralmente utilizam alimentação superior. Já as peças de ferro, aço e latão costumam preferir a alimentação inferior. As peças devem ter uma leve inclinação para facilitar o fluxo de areia em todos os detalhes. Como a areia sobe apenas curtas distâncias, os projetos priorizam o preenchimento por gravidade. Um bom sistema de alimentação garante que a areia se compacte uniformemente ao redor do molde e evita misturas de metal e areia que podem danificar a peça fundida.
Passo 5: cobertura
Revestimentos específicos para espuma perdida formam uma barreira permeável. Essa barreira retém a areia e permite a saída do gás. Formulações prontas para uso facilitam o trabalho. Misturas personalizadas exigem viscosímetros para manter a consistência. A mistura deve ser completa antes do uso imediato para evitar a sedimentação. A aplicação é feita por imersão ou vazamento.
A mistura excessiva introduz bolhas que criam defeitos no revestimento e problemas na superfície. Uma espessura uniforme continua sendo fundamental para peças fundidas sem defeitos.
Passo 6: Seco
 A umidade no revestimento pode causar defeitos de queimadura ou vapor. As opções de secagem variam desde a simples circulação de ar com ventiladores até salas controladas com aquecimento e desumidificação. A escolha depende do clima local e das condições da instalação.
A umidade no revestimento pode causar defeitos de queimadura ou vapor. As opções de secagem variam desde a simples circulação de ar com ventiladores até salas controladas com aquecimento e desumidificação. A escolha depende do clima local e das condições da instalação.
Passo 7: Inspecção de cobertura
Rachaduras no revestimento seco podem levar à aderência de areia ou ao colapso do molde. Inspeções identificam problemas para que retoques possam ser feitos. Revestir o molde em excesso pode aprisionar gases e empurrar o metal de volta pelo canal de alimentação. Cargas à base de zircônio corrigem pequenas rachaduras sem a necessidade de uma nova camada completa.
Passo 8: Compacção
A compactação manual substitui as dispendiosas linhas automatizadas. Um tambor de aço modificado de 208 litros serve como recipiente básico. Areia seca não aglomerada ou esferas de cerâmica preenchem o recipiente. As primeiras camadas se compactam com golpes repetidos de martelo.
A camada de espuma revestida repousa sobre a camada de base. Mais areia ou grânulos são despejados lentamente durante a compactação. Isso garante o fluxo ao redor de todas as formas sem danificar o revestimento. Seções finas precisam de preenchimento equilibrado para evitar distorções. Uma camada de pelo menos 25 cm de material de cobertura impede a flutuação e mantém as dimensões estáveis.
Passo 9: Lançamento
A fusão segue as práticas normais de fundição. O vazamento requer um superaquecimento maior — geralmente de 50 a 100 graus Fahrenheit acima do padrão — para vaporizar completamente a espuma. Superaquecimento excessivo pode causar ebulição no ferro ou maior oxidação no alumínio.
O vazamento rápido mantém o canal de alimentação cheio e utiliza o peso do metal para vencer a pressão do gás. As chamas no molde indicam a combustão normal do estireno. Vazamentos lentos aumentam o risco de colapso ou explosão.
Passo 10: Acabar
As peças fundidas esfriam o suficiente para serem desmoldadas após 30 minutos para alumínio ou uma hora para ligas ferrosas. O molde isolante às vezes permite o auto-recozimento em certos metais. O acabamento fica semelhante ao da fundição em areia, mas requer muito menos tempo de jateamento, pois as superfícies ficam mais lisas.
Um trabalho bem-sucedido produz peças limpas e com alta tolerância. Falhas geralmente criam massas irregulares com excesso de material queimado. Essas peças oferecem pouca chance de retrabalho.
Pronto, Preparado, Vai
Fundições que precisam de protótipos rápidos ou produção em pequenos volumes encontram uma solução fácil na fundição por espuma perdida com compactação manual e usinada. O método se integra às operações de fusão, vazamento e acabamento já existentes. Requer apenas pequenas variações de temperatura. Os testes utilizam sucata ou metal removido por pigs, o que mantém os custos iniciais muito baixos.
Essa abordagem funciona bem para lotes de menos de 100 peças. Volumes maiores podem, posteriormente, justificar o uso de ferramentas dedicadas e automação. O método manual permite que as fundições testem e avaliem o mercado inicialmente. As fundições expandem suas capacidades sem grandes alterações na infraestrutura, posicionando-se para trabalhos complexos e de alto valor agregado.
FAQ
Quais metais são adequados para fundição por espuma perdida com baixo investimento inicial?
Ferro, aço, alumínio e latão adaptam-se facilmente ao processo manual de fabricação de espuma.
Qual o custo inicial para realizar testes com espuma perdida?
As principais despesas envolvem a espuma, os materiais de revestimento e os adesivos básicos. Os equipamentos CNC e os fornos de fusão existentes minimizam a necessidade de investimentos adicionais.
Quais as tolerâncias que podem ser alcançadas com o processo de espuma perdida sem usinagem?
As tolerâncias típicas atingem +/- 0,003 polegadas por polegada, sendo possível obter resultados mais precisos através de padrões otimizados e compactação.
É necessário treinamento específico para o método de abertura de portões com espuma perdida?
O método de alimentação difere da fundição em areia tradicional. O foco no fluxo de areia, nos ângulos de inclinação e na prevenção de caminhos de enchimento ascendentes garante o sucesso.
Será que a técnica de espuma perdida pode substituir a manufatura aditiva na produção de protótipos?
Sim. Os moldes de espuma usinados permitem a criação rápida e precisa de protótipos metálicos a custos competitivos para diversas geometrias.
Parceiro com um fabricante de equipamentos de castagem de fome perdido de confiança
Fundições que buscam expandir suas operações de fabricação por espuma perdida além de protótipos se beneficiam ao firmar parcerias com fornecedores de equipamentos consolidados. Tecnologia OC A empresa se destaca como fabricante e fornecedora profissional de equipamentos de moldagem por espuma perdida de alta qualidade e inteligentes, especializada em soluções para áreas brancas. Como empresa nacional de alta tecnologia e parceira da Associação Chinesa da Indústria de Espuma Perdida, a empresa integra tecnologia avançada de EPS com patentes próprias para fornecer máquinas automatizadas de moldagem por espuma, pré-expansores, sistemas de vácuo central, misturadores de tinta tipo elevador, secadores de ar, silos de maturação e linhas de produção completas "chave na mão" para operações em áreas brancas e amarelas.
Esses sistemas priorizam alta eficiência, qualidade e baixo consumo de energia. Eles auxiliam fundições em todo o mundo na transição de testes manuais para produção automatizada em larga escala. Exemplos incluem linhas completas que permitem a produção anual de milhares de toneladas de componentes automotivos, agrícolas e de eletrodomésticos.
Para fundições prontas para modernizar ou expandir, contato com a tecnologia OC Explorar soluções personalizadas de equipamentos de fundição por espuma perdida que estejam alinhadas com os objetivos de produção.