المفقودة صب الرغوةتُعرف هذه التقنية أيضًا باسم صب النماذج التبخيري أو عملية EPC، وهي تقنية متطورة لتشكيل المنتجات المعدنية شبه النهائية، وتُستخدم على نطاق واسع في إنتاج المسابك الحديثة. توفر هذه الطريقة دقة أبعاد ممتازة، وتشطيبًا سطحيًا جيدًا، وتأثيرًا بيئيًا منخفضًا مقارنةً بالصب الرملي التقليدي. في هذه العملية، يوضع نموذج من رغوة البوليسترين المغطى بمادة حرارية في رمل جاف غير متماسك داخل قالب. يحافظ الضغط السلبي المُطبق أثناء الصب والتصلب على استقرار القالب، وفي الوقت نفسه، يسمح بخروج الغازات الناتجة عن تحلل الرغوة بسهولة. يُبخر المعدن المنصهر نموذج الرغوة ويملأ الفراغ، مما يُنتج مكونات معدنية معقدة بدقة عالية.
تتطلب علب تروس السيارات والآلات الزراعية والمركبات الهندسية إنتاجًا بكميات كبيرة، وهياكل داخلية معقدة، وتصاميم خفيفة الوزن. غالبًا ما تتميز هذه المكونات بجدران رقيقة تتراوح سماكتها بين 5 و7 ملم. كما تتطلب هياكل داخلية كثيفة قادرة على اجتياز اختبارات تسرب الضغط الهيدروليكي عند 3 كجم دون عيوب مثل شوائب الخبث أو المسامية أو اللحامات الباردة. غالبًا ما ينتج عن صب الرمل التقليدي سماكة جدار غير متساوية، وزوائد كثيرة، وشوائب متعلقة بالرمل. لهذا السبب، أصبح صب الرغوة المفقودة الخيار الأمثل للحصول على جودة متسقة وتقليل عمليات المعالجة اللاحقة.
شروط إنتاج علب التروس ذات الجدران الرقيقة
تستخدم تجهيزات الإنتاج النموذجية لصب علب التروس بتقنية الصب بالرغوة المفقودة رملًا خامًا بأحجام حبيبات أولية تتراوح بين 20 و40، ومحتوى طين أقل من 0.3%، وطلاءات حرارية بسماكة 1.0-1.5 مم ومحتوى رطوبة أقل من 1%. تدعم قوالب كبيرة بأبعاد تقريبية 2050 مم × 1500 مم × 1300 مم، مزودة بنظام تهوية خماسي الجوانب ونظام تفريغ سفلي، عملية الصب العنقودي لزيادة الإنتاجية. وتتعامل آلات الصب الأوتوماتيكية ذات التصميم الأسطواني مع أوزان دفعات تصل إلى 2100 كجم. تُمكّن هذه الميزات من تصنيع كميات كبيرة بكفاءة عالية.
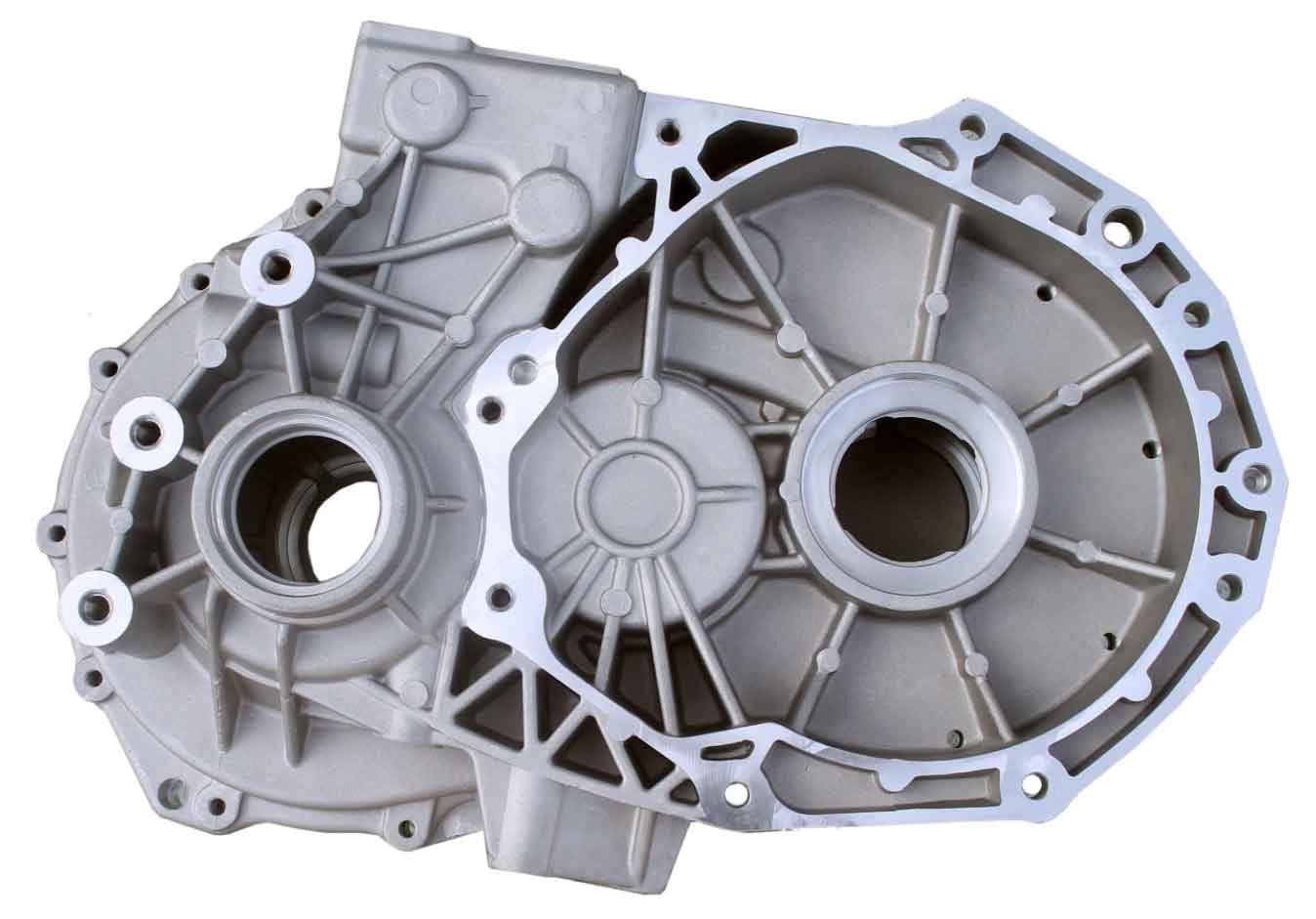
تشمل أنواع هياكل علب التروس الشائعة نماذج بأبعاد تقريبية 780 × 450 × 440 مم (سُمك الجدار 5-6 مم، الوزن 100 كجم)، و680 × 320 × 245 مم (سُمك الجدار 6-7 مم، الوزن 100 كجم)، و440 × 420 × 380 مم (سُمك الجدار 5-6 مم، الوزن 68 كجم). جميع هذه النماذج مصنوعة من حديد الزهر الرمادي HT300. تُشكّل هذه الهياكل ذات الجدران الرقيقة تحديات خاصة نظرًا لسرعة التبريد العالية، والأشكال الهندسية المعقدة، والحاجة إلى تدفق معدني منتظم أثناء التعبئة.
تكوينات المواد والمجموعات النموذجية
يُستخدم حديد الزهر الرمادي HT300 كمادة أساسية، حيث يوفر قوةً ومتانةً مناسبتين لتطبيقات علب التروس. وتُنتج قوالب الصب العنقودية من 6 إلى 8 قطع لكل قالب. يُحسّن هذا الإعداد كفاءة الإنتاج مع الحفاظ على تماسك الرمل بشكل متجانس حول الأشكال المعقدة.
معايير تحضير الطلاء والرمل
تتطلب الطلاءات المقاومة للحرارة تحكمًا دقيقًا في اللزوجة ومحتوى المواد الصلبة والتجفيف. يضمن هذا التحكم نفاذية الغازات والسوائل. يجب أن يتجنب ضغط الرمل بالاهتزاز أي تشوه في الشكل، خاصة في الطبقات الرقيقة. تمنع هذه العناية اختراق المعدن أو الانهيار أثناء الصب.
التحديات الأولية المتعلقة بالجودة في صب الرغوة المفقودة
غالبًا ما تواجه الدفعات الإنتاجية الأولى لهياكل علب التروس ذات الجدران الرقيقة معدلات عيوب عالية أثناء اختبارات التسرب الهيدروليكي. تشمل المشكلات الشائعة نقاط تسرب مركزة، وانتشارًا واسعًا للشوائب، وإغلاقًا باردًا يُضعف السلامة الهيكلية. تنشأ هذه العيوب بشكل رئيسي من سوء تصميم البوابات الذي يُسبب تدفقًا مضطربًا، وتوجيهات دفن غير مناسبة تؤدي إلى تصلب غير متساوٍ، وتحكم غير سليم في معايير العملية مثل الضغط السلبي، ودرجة حرارة الصب، ومكافئ الكربون. في التكوينات العنقودية داخل القوارير الكبيرة، يؤدي عدم انتظام ضغط الرمل وإخلاء الغاز إلى تفاقم مخاطر انهيار القالب ومشاكل التصاق الرمل.
آليات العيوب الشائعة في المكونات ذات الجدران الرقيقة
تؤدي الجدران الرقيقة إلى تسريع فقدان الحرارة، مما يزيد من مخاطر عدم انتظام الطبقة، والطيات، والمسامية. قد تتسبب نواتج التحلل الحراري الناتجة عن تحلل الرغوة في ظهور لمعان كربوني أو تجاعيد إذا لم يقم العمال بتهويتها أو امتصاصها بشكل صحيح بواسطة الطلاء. تعمل السرعات العالية للمعادن على حبس الغازات، بينما تؤدي السرعات المنخفضة إلى عدم اكتمال التعبئة.
التأثير على اختبار الضغط الهيدروليكي
غالباً ما تظهر حالات فشل التسرب عند ضغط 3 كجم في المناطق المعرضة للضغط أو في المقاطع الرقيقة. وتنتج هذه الحالات عن مسامية الانكماش، أو شوائب الأكسيد، أو اللحامات الباردة عند نقاط انصهار جبهة المعدن.
مبادئ تصميم التطبيقات ذات الجدران الرقيقة
يُسهم نظام البوابات المفتوح، الذي يعمل كصمام خانق، في التحكم بسرعة التعبئة. وتعمل البوابات متعددة النقاط على توزيع المعدن بالتساوي، مما يقلل من النقاط الساخنة الموضعية ويُحسّن التصلب الاتجاهي. كما تُساعد قنوات التهوية الموجودة في أعلى النقاط، والتي لا تقل مساحة مقطعها العرضي عن 50% من مساحة البوابة، على خروج الغازات.
تحسين مخطط الدفن
يؤثر اتجاه الدفن داخل القالب على كلٍ من ديناميكيات التعبئة والتصلب الاتجاهي. غالبًا ما تتسبب الطرق القديمة التي تُوجه المناطق غير الحاملة للضغط نحو الأسفل في عدم اكتمال التعبئة في المناطق الحرجة. أما الطريقة المُحسّنة فتُوجه الأسطح الحاملة للضغط نحو الأسفل مع توجيه الفتحات الكبيرة نحو الأعلى. يسمح هذا التغيير بتدفق مدعوم بالجاذبية ودعم أفضل للأجزاء الرقيقة. كما يُتيح هذا التعديل كثافة أعلى للمجموعات - مثل ثماني قطع لكل قالب في بعض النماذج - مع تحسين سلامة الصب بشكل عام وتقليل معدلات فشل التسرب.

تأثير التوجيه على تسلسل التصلب
تعمل المناطق المعرضة للضغط باتجاه الأسفل على تعزيز التصلب التدريجي من الأجزاء الرقيقة إلى السميكة. وهذا يساعد على التغذية ويقلل من مسامية الانكماش.
تحسينات كثافة المجموعات
أدت دعامات الدفن المُعدّلة إلى زيادة كفاءة التعبئة دون الإضرار بتدفق الرمال إلى التجاويف المعقدة، مما يعزز الإنتاجية.
تحسين معلمات الضغط السلبي
يؤثر التحكم بالضغط السلبي بشكل مباشر على استقرار قالب الرمل، وإخراج الغاز، وتكوّن العيوب في عمليات الرغوة المفقودة. تُظهر الاختبارات المنهجية ضمن نطاق يتراوح من 0.040 إلى 0.052 (بزيادات قدرها 0.001) قيمةً مثاليةً تبلغ حوالي 0.049 لأغلفة علب التروس ذات الجدران الرقيقة. عند هذا المستوى، تنخفض معدلات التسرب بشكل ملحوظ (إلى حوالي 25%)، إلى جانب انخفاض عيوب الخبث (حوالي 22%). يعمل الفراغ على ضغط الرمل جيدًا دون التسبب في انهيار القالب أو التصاق الرمل بشكل مفرط. تؤدي الضغوط الأعلى أو الأقل إلى المزيد من العيوب بسبب ضعف الضغط أو انحباس الغاز.
تأثيرات الفراغ على سلامة العفن وإزالة الغازات
يُحسّن الفراغ المعتدل كثافة الرمل حول القوالب مع إزالة غازات التحلل الحراري، مما يمنع حدوث الطيات والمسامية. أما الفراغ المفرط فيُعرّض القوالب الرقيقة لخطر الانهيار.
العلاقة بين درجة الحرارة والسيولة في الحديد الزهر الرمادي
تعوض درجة التسخين الفائقة المرتفعة عن فقدان الحرارة السريع في الجدران الرقيقة، مما يضمن استبدال النمط بالكامل قبل التصلب. وتوازن النطاقات المثلى بين السيولة والتحكم في انبعاث الغاز.
تحسين مكافئ الكربون
يؤثر مكافئ الكربون (CE)، المحسوب كنسبة مئوية من مجموع الكربون والسيليكون (CE = C + Si/3)، على البنية المجهرية، والسيولة، وسلوك الانكماش في الحديد الزهر الرمادي. وقد أظهرت الاختبارات التي أجريت على نطاق يتراوح بين 3.6% و4.3% أن النسبة المثلى هي 4.1%. تُعطي هذه القيمة أقل معدلات للتسرب (12%) والخبث (10%) عند دمجها مع درجات حرارة صب مناسبة (1515-1525 درجة مئوية). كما أنها تُوازن بين تكوين الجرافيت اللازم للتشغيل الآلي وبين المتانة الكافية لتلبية متطلبات اختبار الضغط. بالإضافة إلى ذلك، تُقلل هذه النسبة من المسامية في المقاطع الرقيقة.
الفوائد الميكروية للتحسين في عملية التغليف الكهربائي
يُعزز التغليف المناسب توزيع الجرافيت الرقائقي مما يُحسّن التخميد وقابلية التشغيل. كما أنه يُقلل من مخاطر تكوّن الكربيدات في الجدران الرقيقة.
تحسينات إضافية للعملية: اعتبارات الطلاء والنمط
التحكم في نفاذية وسمك الطلاء المقاوم للحرارة
تلعب نفاذية الطلاء للغازات والسوائل دورًا رئيسيًا في التحكم بسرعة التعبئة وتكوّن العيوب. ويُحقق سُمكٌ مُستهدف يتراوح بين 0.25 و0.50 مم توازنًا بين العزل والنفاذية. فالنفاذية المنخفضة تحبس نواتج التحلل الحراري وتُسبب عيوبًا سطحية مثل آثار الديدان أو الطيات. أما بالنسبة للمسبوكات ذات الجدران الرقيقة، فإن الطلاءات ذات النفاذية العالية للسوائل تُساعد على إزالة البقايا عند درجات حرارة منخفضة.
كثافة وجودة نمط الرغوة
يُحسّن استخدام رغوة البوليسترين الموسع منخفضة الكثافة (المُصممة لتحقيق التوازن بين المتانة والتحلل) من ملء الأجزاء الرقيقة. مع ذلك، يتطلب الأمر عناية فائقة لتجنب التشوه. تُسبب تدرجات الكثافة داخل القوالب تشوهًا أو عدم انتظام في الملء. تُقلل ظروف النفخ المنتظمة من هذه المشكلات. بالنسبة للأشكال الهندسية المعقدة، تُحسّن دبابيس التهوية المُثبتة مسبقًا أو الثقوب المحفورة بعد الطلاء من تصريف الغاز.
معايير ضغط الرمل والاهتزاز
يمنع تحسين تردد وسعة الاهتزاز تشوه النمط، ويحقق في الوقت نفسه كثافة رملية موحدة. تتطلب آلات الضغط الأفقية والرأسية إرشادات محددة لملء الفراغات بالتزامن مع إضافة الرمل، مما يمنع الانهيار في الأجزاء العلوية.
الأسئلة الشائعة
ما هي التحديات الرئيسية في صب الرغوة المفقودة لهياكل علب التروس ذات الجدران الرقيقة؟
تزيد الجدران الرقيقة (5-7 مم) من مخاطر الالتحام البارد، وتراكم الخبث، وفشل التسرب، والطيات، والمسامية، وذلك بسبب التبريد السريع، والهندسة المعقدة، وانحباس الغاز الناتج عن تحلل الرغوة. ويظل التحكم الدقيق في البوابات، واتجاه الدفن، والضغط السلبي، ودرجة الحرارة، ومكافئ الكربون، ونفاذية الطلاء أمراً بالغ الأهمية.
كيف يُحسّن تحسين الضغط السلبي جودة الصب؟
يضمن الضغط السلبي الأمثل (حوالي 0.049) تماسكًا مستقرًا للرمل، وإزالة فعالة للغاز، وتقليل انهيار القالب أو التصاق الرمل. كما يقلل من التسرب وعيوب الخبث مع الحفاظ على سلامة الأجزاء الرقيقة.
ما هو المكافئ الكربوني الذي يوفر أفضل النتائج لهياكل علب التروس المصنوعة من الحديد الزهر الرمادي HT300؟
تُساهم نسبة 4.1% تقريبًا من مادة CE في تحقيق التوازن بين السيولة والبنية المجهرية (الجرافيت الرقائقي) والمتانة. كما أنها تُقلل من المسامية والتسرب، وتُعزز قابلية التشغيل عند استخدامها مع درجات حرارة الصب المناسبة.
ما مدى أهمية الطلاء المقاوم للحرارة في صب الرغوة المفقودة ذات الجدران الرقيقة؟
تتحكم نفاذية الطلاء وسماكته بشكل مباشر في سرعة التعبئة، وتسرب الغاز/السائل، وتكوّن العيوب. وتمنع الخصائص المتوازنة التجاعيد والطيات وعيوب السطح. كما أنها توفر عزلاً للأجزاء الرقيقة.
شريك مع شركة رائدة في مجال تصنيع ومورد معدات صب الرغوة المفقودة
يمكن لمصنعي وموردي المسابك الذين يبحثون عن حلول موثوقة وعالية الكفاءة لخطوط إنتاج صب الرغوة المفقودة الاستفادة من المعدات المتقدمة المصممة خصيصًا للمكونات ذات الجدران الرقيقة والمعقدة مثل أغلفة علب التروس. تكنولوجيا OC تُعدّ شركةً متخصصةً في تصنيع وتوريد معدات صب الرغوة المفقودة الذكية عالية الجودة، بما في ذلك آلات صب الرغوة، وآلات الرغوة المسبقة، وأنظمة المناطق البيضاء الكاملة.
تضم تشكيلة المعدات أنظمة إنتاج نماذج الرغوة عالية الدقة، ومحطات طلاء متطورة، وطاولات ضغط بالاهتزاز، وخطوط إنتاج رغوة مفقودة مؤتمتة بالكامل مصممة لمعالجة الرمل والتحكم في الفراغ بكفاءة عالية. اكتشف المجموعة الكاملة من معدات إنتاج صب الرغوة المفقودة. تواصل مع الفريق لتكوينات خطوط مخصصة تعمل على تحسين الإنتاجية وأداء الصب.



