Casting de espuma perdidaEl moldeo por evaporación, también conocido como moldeo por evaporación o proceso EPC, es una tecnología avanzada de conformado de forma casi final, ampliamente utilizada en la producción moderna de fundición. Este método ofrece una excelente precisión dimensional, un buen acabado superficial y un bajo impacto ambiental en comparación con la fundición en arena tradicional. En el proceso, un modelo de espuma de poliestireno recubierto con material refractario se coloca en arena seca y sin aglutinar dentro de un molde. La presión negativa aplicada durante el vertido y la solidificación mantiene el molde estable. Al mismo tiempo, permite que los gases de la descomposición de la espuma escapen fácilmente. El metal fundido vaporiza el modelo de espuma y llena el espacio vacío. Esto crea componentes metálicos complejos con alta precisión.
Las carcasas de las cajas de cambios para automóviles, maquinaria agrícola y vehículos de ingeniería requieren producción en grandes lotes, estructuras internas complejas y diseños ligeros. Estos componentes suelen tener paredes delgadas de 5 a 7 mm. Además, requieren estructuras internas densas que superen las pruebas de estanqueidad a presión hidráulica de 3 kg sin defectos como inclusiones de escoria, porosidad o cierres en frío. La fundición en arena tradicional suele generar espesores de pared irregulares, exceso de rebabas e inclusiones de arena. Por ello, la fundición a la cera perdida se ha convertido en la opción preferida para lograr una calidad uniforme y reducir el procesamiento posterior.
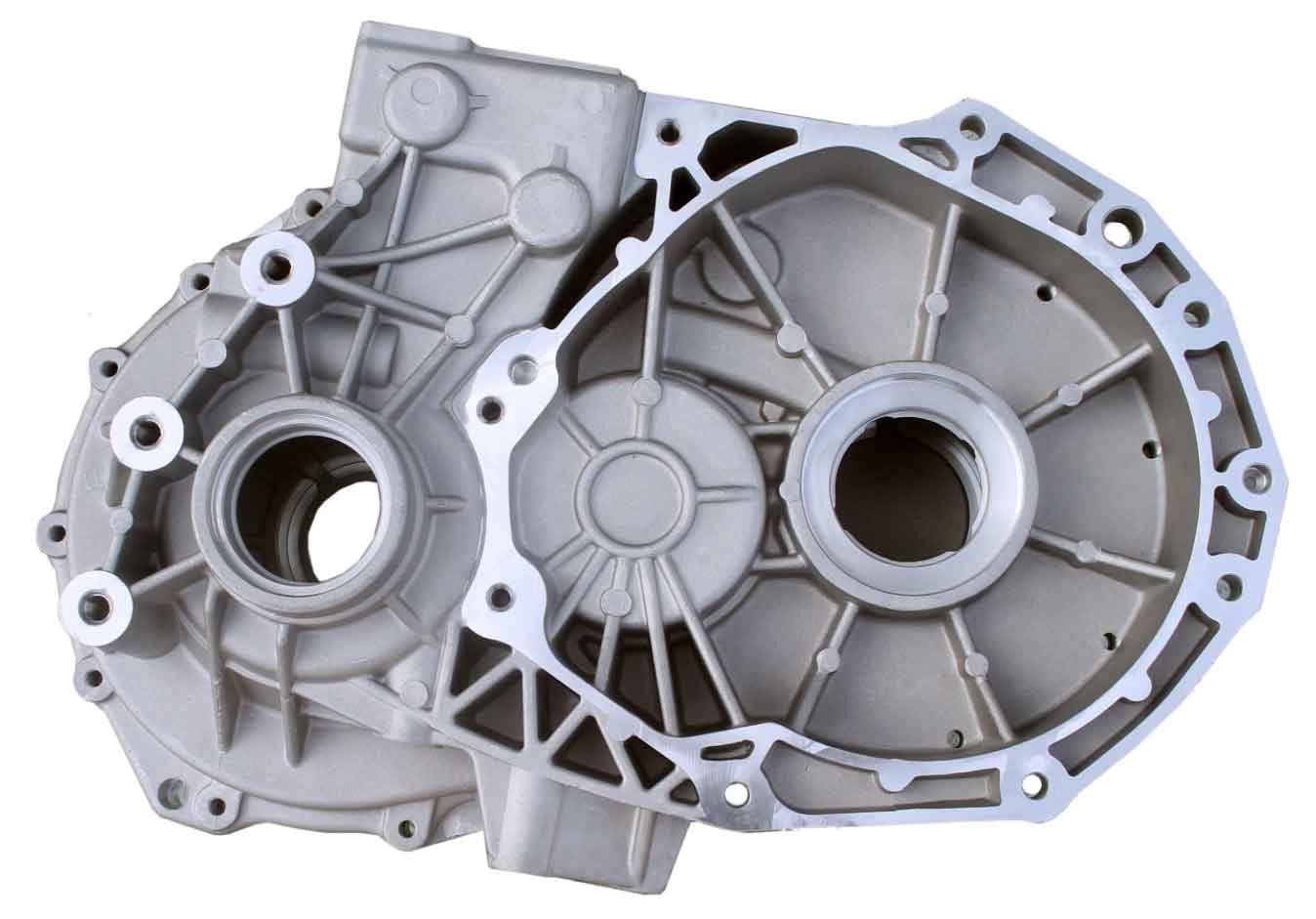
Condiciones de producción para carcasas de cajas de engranajes de pared delgada
Las configuraciones de producción típicas para la fundición a la cera perdida de carcasas de cajas de engranajes utilizan arena cruda con granulometría primaria de 20 a 40, un contenido de lodo inferior al 0,3 % y recubrimientos refractarios aplicados con un espesor de 1,0 a 1,5 mm y un contenido de humedad inferior al 1 %. Grandes moldes de aproximadamente 2050 mm × 1500 mm × 1300 mm, equipados con ventilación en cinco lados y sistemas de vacío en la base, permiten la fundición en clúster para aumentar la productividad. Máquinas de vertido automáticas tipo tetera manejan lotes de hasta 2100 kg. Estas características permiten una fabricación eficiente de alto volumen.
Las variantes comunes de carcasas de cajas de engranajes incluyen modelos con dimensiones aproximadas de 780 × 450 × 440 mm (espesor de pared de 5 a 6 mm, peso de 100 kg), 680 × 320 × 245 mm (espesor de pared de 6 a 7 mm, peso de 100 kg) y 440 × 420 × 380 mm (espesor de pared de 5 a 6 mm, peso de 68 kg). Todas ellas utilizan hierro gris HT300. Estas estructuras de paredes delgadas presentan desafíos especiales debido a las rápidas velocidades de enfriamiento, las geometrías complejas y la necesidad de un flujo uniforme del metal durante el llenado.
Configuraciones típicas de materiales y clústeres
El hierro gris HT300 se utiliza como material principal. Ofrece la resistencia y maquinabilidad adecuadas para aplicaciones en cajas de engranajes. Las configuraciones de fundición en racimo permiten obtener de 6 a 8 piezas por molde. Esta configuración optimiza la eficiencia de producción a la vez que mantiene una compactación uniforme de la arena alrededor de patrones complejos.
Normas para la preparación de recubrimientos y arena
Los recubrimientos refractarios requieren un control preciso de la viscosidad, el contenido de sólidos y el secado. Este control garantiza la permeabilidad a gases y líquidos. La compactación de la arena mediante vibración debe evitar la distorsión del patrón, especialmente en secciones delgadas. Este cuidado previene la penetración o el colapso del metal durante el vertido.
Desafíos iniciales de calidad en el moldeo por inyección de espuma perdida
Las primeras series de producción de carcasas de cajas de engranajes de paredes delgadas suelen presentar altas tasas de defectos durante las pruebas de fugas hidráulicas. Los problemas más comunes incluyen puntos de fuga concentrados, inclusiones de escoria generalizadas y cierres en frío que debilitan la integridad estructural. Estos defectos se deben principalmente a un diseño deficiente del sistema de vertido que provoca un flujo turbulento, orientaciones de enterramiento inadecuadas que dan lugar a una solidificación desigual y un control inadecuado de parámetros del proceso como la presión negativa, la temperatura de vertido y el equivalente de carbono. En configuraciones de racimos dentro de grandes moldes, la compactación inconsistente de la arena y la evacuación de gases agravan los riesgos de colapso del molde y los problemas de adhesión de la arena.
Mecanismos comunes de defectos en componentes de pared delgada
Las paredes delgadas aceleran la pérdida de calor, lo que aumenta el riesgo de defectos como fugas, pliegues y porosidad. Los productos de pirólisis derivados de la descomposición de la espuma pueden causar defectos de carbono brillante o arrugas si los operarios no los ventilan o absorben adecuadamente con el recubrimiento. Las altas velocidades del metal atrapan los gases, mientras que las bajas velocidades provocan un llenado incompleto.
Impacto en las pruebas de presión hidráulica
Las fugas a una presión de 3 kg suelen aparecer en zonas sometidas a presión o en secciones delgadas. Estas fallas se deben a la porosidad por contracción, inclusiones de óxido o cierres en frío en los puntos de fusión del frente metálico.
Principios de diseño para aplicaciones de paredes delgadas
El sistema de compuertas abiertas, que actúa como estrangulador, favorece una velocidad de llenado controlada. Las compuertas multipunto distribuyen el metal de manera uniforme, lo que reduce los puntos calientes localizados y mejora la solidificación direccional. Los canales de ventilación en los puntos más altos, con una sección transversal total de al menos el 50 % de la superficie de la compuerta, facilitan la salida de los gases.
Optimización del esquema de entierro
La orientación de la pieza dentro del molde afecta tanto a la dinámica de llenado como a la solidificación direccional. Los primeros diseños, que colocaban las zonas sin presión hacia abajo, solían provocar un llenado incompleto en las zonas críticas. El método mejorado sitúa las superficies de presión hacia abajo, mientras que las aberturas grandes se dirigen hacia arriba. Este cambio permite un flujo asistido por gravedad y un mejor soporte para las secciones delgadas. El ajuste también posibilita mayores densidades de cúmulos —como ocho piezas por molde para ciertos modelos—, a la vez que mejora la integridad general de la fundición y reduce las tasas de fallos por fugas.

Influencia de la orientación en la secuencia de solidificación
Las zonas sometidas a presión en la parte inferior favorecen la solidificación progresiva desde las secciones delgadas hasta las gruesas. Esto facilita la alimentación y reduce la porosidad por contracción.
Mejoras en la densidad de clústeres
El método de enterramiento revisado favorece una mayor eficiencia en el empaquetado sin perjudicar el flujo de arena hacia cavidades complejas. Esto aumenta la productividad.
Optimización de los parámetros de presión negativa
El control de la presión negativa influye directamente en la estabilidad del molde de arena, la evacuación de gases y la formación de defectos en los procesos de espuma perdida. Las pruebas sistemáticas realizadas en un rango de 0,040 a 0,052 (en incrementos de 0,001) muestran un valor óptimo de alrededor de 0,049 para carcasas de cajas de engranajes de pared delgada. A este nivel, las tasas de fuga disminuyen sustancialmente (hasta aproximadamente un 25 %) junto con la reducción de defectos de escoria (alrededor de un 22 %). El vacío compacta bien la arena sin provocar el colapso del molde ni una adhesión excesiva de la arena. Presiones más altas o más bajas generan más defectos debido a una compactación deficiente o al atrapamiento de gases.
Efectos del vacío sobre la integridad del molde y la eliminación de gases
Un vacío moderado mejora la densidad de la arena alrededor de los patrones, a la vez que elimina los gases de pirólisis. Esto evita pliegues y porosidad. Un vacío excesivo conlleva el riesgo de que el molde colapse en secciones delgadas.
Relación temperatura-fluidez en el hierro gris
Un mayor sobrecalentamiento compensa la rápida pérdida de calor en paredes delgadas. Garantiza la sustitución completa del patrón antes de la solidificación. Los rangos óptimos equilibran la fluidez con una evolución controlada del gas.
Optimización del equivalente de carbono
El equivalente de carbono (EC), calculado como EC = C + Si/3 (porcentajes), afecta la microestructura, la fluidez y el comportamiento de contracción en el hierro gris. Las pruebas realizadas entre 3,6 % y 4,3 % determinaron que 4,1 % es el valor óptimo. Este valor proporciona las tasas más bajas de fugas (12 %) y escoria (10 %) cuando se combina con temperaturas de vertido adecuadas (1515–1525 °C). Equilibra la formación de grafito para facilitar la maquinabilidad con la solidez suficiente para cumplir con los requisitos de las pruebas de presión. Además, reduce la porosidad en secciones delgadas.
Beneficios microestructurales de la CE optimizada
Un recubrimiento electrolítico adecuado favorece la distribución del grafito laminar, lo que mejora la amortiguación y la maquinabilidad. Además, reduce el riesgo de formación de carburos en paredes delgadas.
Optimizaciones adicionales del proceso: Consideraciones sobre el recubrimiento y el diseño.
Control de la permeabilidad y el espesor de los recubrimientos refractarios
La permeabilidad del recubrimiento a gases y líquidos es fundamental para controlar la velocidad de llenado y la formación de defectos. Un espesor objetivo de 0,25 a 0,50 mm equilibra el aislamiento con la permeabilidad. Una baja permeabilidad atrapa los productos de pirólisis y provoca defectos superficiales como surcos o pliegues. En piezas fundidas de paredes delgadas, los recubrimientos con alta permeabilidad a líquidos facilitan la eliminación de residuos a bajas temperaturas.
Densidad y calidad del patrón de espuma
La espuma de EPS de menor densidad (equilibrada entre resistencia y descomposición) mejora el relleno de secciones delgadas. Sin embargo, requiere un manejo cuidadoso para evitar deformaciones. Los gradientes de densidad dentro de los patrones provocan deformaciones o un relleno irregular. Las condiciones de soplado uniformes reducen estos problemas. Para geometrías complejas, los pasadores de ventilación preestablecidos o los orificios perforados después del recubrimiento mejoran la salida de gases.
Parámetros de compactación y vibración de la arena
La optimización de la frecuencia y amplitud de vibración evita la distorsión del patrón. Al mismo tiempo, se logra una densidad de arena uniforme. Los compactadores horizontales y verticales requieren pautas específicas para rellenar las cavidades simultáneamente con la adición de arena. Esto evita el colapso en las secciones superiores.
PREGUNTAS FRECUENTES
¿Cuáles son los principales desafíos en la fundición a la cera perdida de carcasas de cajas de engranajes de paredes delgadas?
Las paredes delgadas (5–7 mm) aumentan los riesgos de cierres en frío, inclusiones de escoria, fugas, pliegues y porosidad debido al enfriamiento rápido, las geometrías complejas y el atrapamiento de gas por la descomposición de la espuma. El control adecuado de la entrada de aire, la orientación de enterramiento, la presión negativa, la temperatura, el equivalente de carbono y la permeabilidad del recubrimiento sigue siendo esencial.
¿Cómo mejora la optimización de la presión negativa la calidad de la fundición?
Una presión negativa óptima (alrededor de 0,049) garantiza una compactación estable de la arena, una eliminación eficiente de gases y una menor deformación del molde o adherencia de la arena. Reduce las fugas y los defectos de escoria, manteniendo la integridad en secciones delgadas.
¿Qué equivalente de carbono ofrece los mejores resultados para las carcasas de cajas de engranajes de hierro gris HT300?
Aproximadamente un 4,1 % de CE equilibra la fluidez, la microestructura (grafito laminar) y la solidez. Minimiza la porosidad y las fugas, a la vez que favorece la maquinabilidad cuando se combina con temperaturas de vertido adecuadas.
¿Qué importancia tiene el recubrimiento refractario en la fundición a la cera perdida de paredes delgadas?
La permeabilidad y el espesor del recubrimiento controlan directamente la velocidad de llenado, la fuga de gas/líquido y la formación de defectos. Unas propiedades equilibradas evitan arrugas, pliegues y defectos superficiales. Además, proporcionan aislamiento para secciones delgadas.
Asociarse con un fabricante y proveedor líder de equipos de fundición de espuma perdida
Los fabricantes y proveedores de fundición que buscan soluciones fiables y de alta eficiencia para las líneas de producción de fundición a la cera perdida pueden beneficiarse de equipos avanzados adaptados a componentes complejos y de paredes delgadas, como las carcasas de las cajas de engranajes. Tecnología OC actúa como fabricante, proveedor y fábrica profesional especializada en equipos de fundición a la cera perdida inteligentes de alta gama, incluyendo: máquinas de moldeo de espuma, máquinas de pre-espumado y sistemas completos para áreas blancas.
La gama de equipos incluye sistemas de producción de patrones de espuma de alta precisión, estaciones de recubrimiento avanzadas, mesas de compactación por vibración y líneas de espuma perdida totalmente automatizadas diseñadas para un manejo superior de la arena y un control de vacío. Explore la gama completa de equipos de producción de fundición de espuma perdida y contacta con el equipo para configuraciones de línea personalizadas que mejoran el rendimiento y la eficiencia de la fundición.



