फोम कास्टिंग खो गयावाष्पीकरण पैटर्न ढलाई या ईपीसी प्रक्रिया के रूप में भी जानी जाने वाली यह उन्नत निकट-आकार निर्माण तकनीक आधुनिक फाउंड्री उत्पादन में व्यापक रूप से उपयोग की जाती है। यह विधि पारंपरिक रेत ढलाई की तुलना में उत्कृष्ट आयामी सटीकता, बेहतर सतह परिष्करण और कम पर्यावरणीय प्रभाव प्रदान करती है। इस प्रक्रिया में, दुर्दम्य पदार्थ से लेपित पॉलीस्टायरीन फोम का एक पैटर्न एक फ्लास्क के अंदर सूखी, अबंधित रेत में रखा जाता है। ढलाई और जमने के दौरान लगाया गया ऋणात्मक दबाव मोल्ड को स्थिर रखता है। साथ ही, यह फोम के अपघटन से निकलने वाली गैसों को आसानी से बाहर निकलने देता है। पिघली हुई धातु फोम पैटर्न को वाष्पीकृत करती है और खाली स्थान को भर देती है। इससे उच्च परिशुद्धता के साथ जटिल धातु घटक बनते हैं।
ऑटोमोबाइल, कृषि मशीनरी और इंजीनियरिंग वाहनों के गियरबॉक्स हाउसिंग के लिए बड़े पैमाने पर उत्पादन, जटिल आंतरिक संरचना और हल्के डिज़ाइन की आवश्यकता होती है। इन घटकों की दीवारें अक्सर 5 से 7 मिमी तक पतली होती हैं। साथ ही, इनमें सघन आंतरिक संरचना की भी आवश्यकता होती है जो 3 किलोग्राम के हाइड्रोलिक दबाव रिसाव परीक्षण को बिना किसी दोष जैसे स्लैग समावेशन, सरंध्रता या कोल्ड शट के पास कर सके। पारंपरिक रेत ढलाई से अक्सर दीवारों की मोटाई असमान हो जाती है, अत्यधिक फ्लैश उत्पन्न होता है और रेत से संबंधित अशुद्धियाँ आ जाती हैं। इसी कारण, लगातार गुणवत्ता और कम पोस्ट-प्रोसेसिंग के लिए लॉस्ट फोम ढलाई एक बेहतर विकल्प बन जाता है।
पतली दीवार वाले गियरबॉक्स हाउसिंग के उत्पादन की शर्तें
गियरबॉक्स हाउसिंग की लॉस्ट फोम कास्टिंग के लिए विशिष्ट उत्पादन सेटअप में 20-40 के प्राथमिक मेश आकार वाली कच्ची रेत, 0.3% से कम मड कंटेंट और 1.0-1.5 मिमी मोटाई वाली रिफ्रैक्टरी कोटिंग का उपयोग किया जाता है, जिसमें नमी की मात्रा 1% से कम होती है। लगभग 2050 मिमी × 1500 मिमी × 1300 मिमी आकार के बड़े फ्लास्क, जो पांच तरफा वेंटिलेशन और बॉटम वैक्यूम सिस्टम से लैस होते हैं, क्लस्टर कास्टिंग को सपोर्ट करते हैं जिससे उत्पादन क्षमता बढ़ती है। स्वचालित टीपॉट-स्टाइल पोरिंग मशीनें 2100 किलोग्राम तक के बैच वजन को संभाल सकती हैं। ये विशेषताएं कुशल उच्च-मात्रा उत्पादन को संभव बनाती हैं।
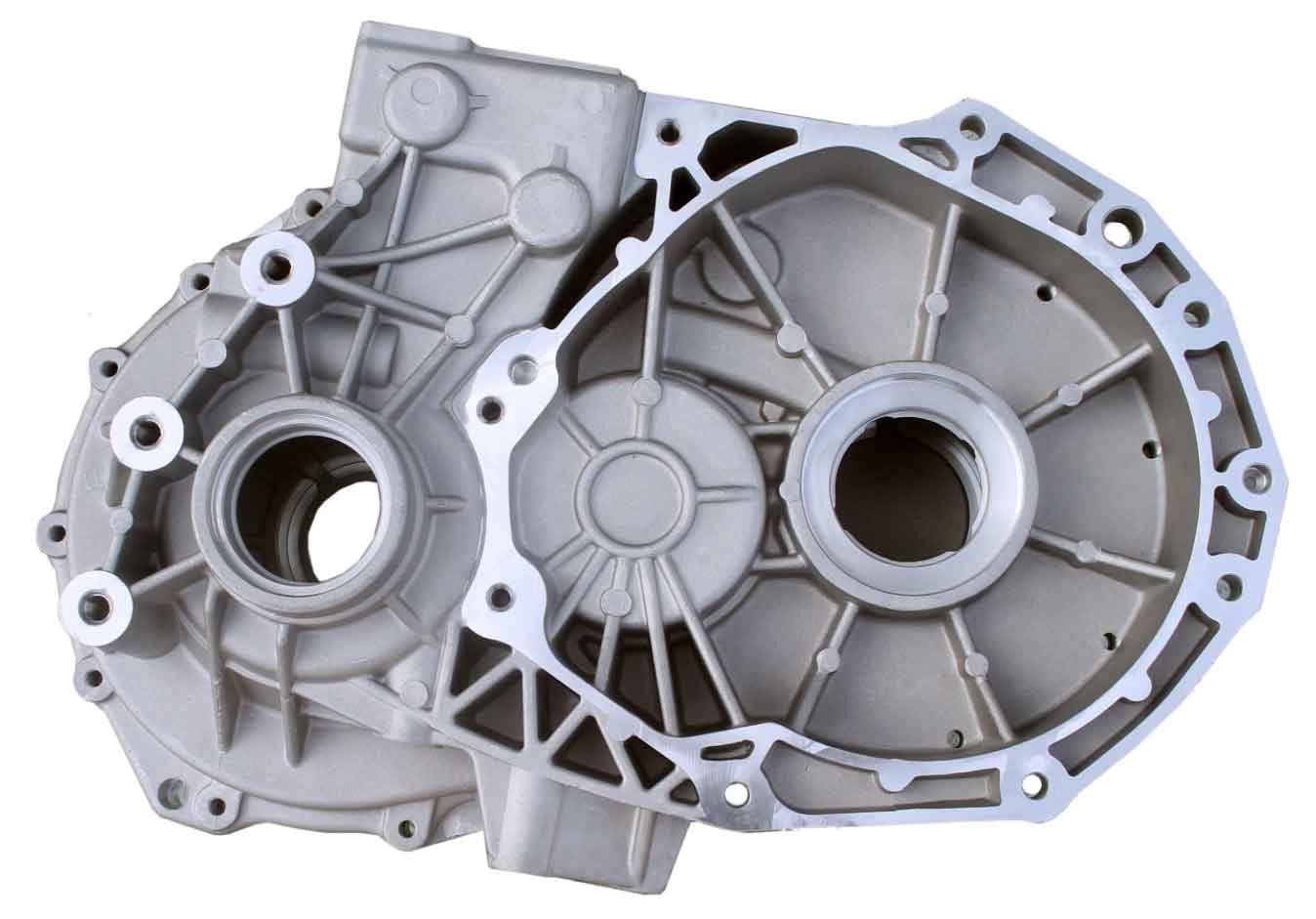
गियरबॉक्स हाउसिंग के सामान्य प्रकारों में लगभग 780 × 450 × 440 मिमी (दीवार की मोटाई 5–6 मिमी, वजन 100 किलोग्राम), 680 × 320 × 245 मिमी (दीवार की मोटाई 6–7 मिमी, वजन 100 किलोग्राम) और 440 × 420 × 380 मिमी (दीवार की मोटाई 5–6 मिमी, वजन 68 किलोग्राम) आयाम वाले मॉडल शामिल हैं। इन सभी में HT300 ग्रे आयरन का उपयोग किया जाता है। तीव्र शीतलन दर, जटिल ज्यामिति और भरने के दौरान धातु के एकसमान प्रवाह की आवश्यकता के कारण ये पतली दीवार वाली संरचनाएं विशेष चुनौतियां पेश करती हैं।
विशिष्ट सामग्री और क्लस्टर विन्यास
HT300 ग्रे आयरन प्राथमिक सामग्री के रूप में उपयोग किया जाता है। यह गियरबॉक्स अनुप्रयोगों के लिए उपयुक्त मजबूती और मशीनिंग क्षमता प्रदान करता है। क्लस्टर कास्टिंग कॉन्फ़िगरेशन से प्रति फ्लास्क 6-8 टुकड़े प्राप्त किए जा सकते हैं। यह सेटअप जटिल पैटर्न के चारों ओर रेत के संघनन को एक समान रखते हुए उत्पादन दक्षता को बढ़ाता है।
कोटिंग और रेत तैयार करने के मानक
दुर्दम्य कोटिंग्स के लिए श्यानता, ठोस पदार्थ की मात्रा और सुखाने की प्रक्रिया पर सटीक नियंत्रण आवश्यक है। यह नियंत्रण गैसों और तरल पदार्थों के लिए पारगम्यता सुनिश्चित करता है। कंपन द्वारा रेत के संघनन में पैटर्न विरूपण से बचना चाहिए, विशेष रूप से पतले खंडों में। इस प्रकार की सावधानी ढलाई के दौरान धातु के प्रवेश या ढहने को रोकती है।
लॉस्ट फोम कास्टिंग में प्रारंभिक गुणवत्ता संबंधी चुनौतियाँ
पतली दीवार वाले गियरबॉक्स हाउसिंग के शुरुआती उत्पादन चरणों में हाइड्रोलिक लीकेज परीक्षण के दौरान अक्सर उच्च दोष दर देखी जाती है। आम समस्याओं में केंद्रित रिसाव बिंदु, व्यापक स्लैग समावेशन और संरचनात्मक अखंडता को कमजोर करने वाले कोल्ड शट शामिल हैं। ये दोष मुख्य रूप से खराब गेटिंग डिज़ाइन के कारण होते हैं जो अशांत प्रवाह का कारण बनता है, अनुपयुक्त दफन अभिविन्यास जो असमान ठोसकरण की ओर ले जाता है, और नकारात्मक दबाव, डालने का तापमान और कार्बन समतुल्य जैसे प्रक्रिया मापदंडों का अनुचित नियंत्रण। बड़े फ्लास्क के अंदर क्लस्टर कॉन्फ़िगरेशन में, असंगत रेत संघनन और गैस निकासी मोल्ड ढहने के जोखिम और रेत आसंजन समस्याओं को और भी बदतर बना देती है।
पतली दीवारों वाले घटकों में सामान्य दोष तंत्र
पतली दीवारें ऊष्मा हानि को तेज करती हैं। इससे अशुद्धियाँ, सिलवटें और छिद्र बनने का खतरा बढ़ जाता है। फोम के अपघटन से उत्पन्न पायरोलिसिस उत्पाद, यदि श्रमिक कोटिंग के साथ उनका उचित निकास या अवशोषण नहीं करते हैं, तो चमकदार कार्बन या झुर्रियों जैसी खराबी पैदा कर सकते हैं। धातुओं की उच्च गति गैसों को फंसा लेती है, जबकि धीमी गति अपूर्ण भराई का कारण बनती है।
हाइड्रोलिक दबाव परीक्षण पर प्रभाव
3 किलोग्राम दबाव पर रिसाव संबंधी विफलताएँ अक्सर दबाव सहन करने वाले क्षेत्रों या पतले खंडों में दिखाई देती हैं। ये विफलताएँ धातु के अग्रभाग संलयन बिंदुओं पर संकुचन छिद्र, ऑक्साइड समावेशन या शीत अवरोध के कारण होती हैं।
पतली दीवार वाली संरचनाओं के लिए डिजाइन सिद्धांत
चोक के रूप में गेटिंग सिस्टम के साथ ओपन गेटिंग नियंत्रित फिल वेलोसिटी को बढ़ावा देती है। मल्टी-पॉइंट इनगेट धातु को समान रूप से वितरित करते हैं। इससे स्थानीयकृत हॉट स्पॉट कम होते हैं और दिशात्मक सॉलिडिफिकेशन में सुधार होता है। उच्चतम बिंदुओं पर वेंटिंग चैनल, जिनका कुल क्रॉस-सेक्शनल क्षेत्रफल इनगेट क्षेत्रफल का कम से कम 50% होता है, गैसों को बाहर निकलने में मदद करते हैं।
दफ़नाने की योजना का अनुकूलन
फ्लास्क के अंदर दफनाने की दिशा भरने की प्रक्रिया और ठोसकरण की दिशा दोनों को प्रभावित करती है। पहले की योजनाओं में, गैर-दबाव-सहने वाले क्षेत्रों को नीचे की ओर रखने से अक्सर महत्वपूर्ण क्षेत्रों में अपूर्ण भराई होती थी। बेहतर दृष्टिकोण में दबाव-सहने वाली सतहों को नीचे की ओर रखा जाता है, जबकि बड़े छिद्रों को ऊपर की ओर निर्देशित किया जाता है। यह परिवर्तन गुरुत्वाकर्षण-सहायता प्राप्त प्रवाह और पतले खंडों के लिए बेहतर समर्थन प्रदान करता है। यह समायोजन कुछ मॉडलों के लिए प्रति फ्लास्क आठ टुकड़े जैसे उच्च क्लस्टर घनत्व को भी सक्षम बनाता है, साथ ही समग्र ढलाई की मजबूती में सुधार करता है और रिसाव विफलता दर को कम करता है।

ठोसकरण अनुक्रम पर अभिविन्यास का प्रभाव
नीचे की ओर दबाव सहन करने वाले क्षेत्र पतले से मोटे खंडों तक क्रमिक ठोसकरण को बढ़ावा देते हैं। इससे फीडिंग में मदद मिलती है और सिकुड़न के कारण होने वाली छिद्रता कम होती है।
क्लस्टर घनत्व में सुधार
संशोधित दफन प्रणाली जटिल गुहाओं में रेत के प्रवाह को बाधित किए बिना पैकिंग दक्षता को बढ़ाती है। इससे उत्पादकता में वृद्धि होती है।
ऋणात्मक दबाव मापदंडों का अनुकूलन
नकारात्मक दबाव नियंत्रण रेत के सांचे की स्थिरता, गैस निकासी और लॉस्ट फोम प्रक्रियाओं में दोष निर्माण को सीधे प्रभावित करता है। 0.040 से 0.052 (0.001 की वृद्धि में) की सीमा में व्यवस्थित परीक्षण से पता चलता है कि पतली दीवार वाले गियरबॉक्स हाउसिंग के लिए इष्टतम मान लगभग 0.049 है। इस स्तर पर, रिसाव दर में काफी कमी (लगभग 25%) आती है और साथ ही स्लैग दोषों में भी कमी (लगभग 22%) होती है। वैक्यूम सांचे के ढहने या अत्यधिक रेत के चिपकने के बिना रेत को अच्छी तरह से संकुचित करता है। अधिक या कम दबाव खराब संघनन या गैस फंसने के कारण अधिक दोष उत्पन्न करते हैं।
मोल्ड की अखंडता और गैस निष्कासन पर वैक्यूम का प्रभाव
मध्यम वैक्यूम पैटर्न के आसपास रेत के घनत्व को बढ़ाता है और साथ ही पायरोलिसिस गैसों को हटाता है। इससे सिलवटें और छिद्रण नहीं होते। अत्यधिक वैक्यूम पतले सेक्शन में मोल्ड के ढहने का खतरा पैदा करता है।
धूसर लोहे में तापमान-तरलता संबंध
उच्च सुपरहीट पतली दीवारों में तेजी से होने वाली ऊष्मा हानि की भरपाई करती है। यह जमने से पहले पूर्ण पैटर्न प्रतिस्थापन सुनिश्चित करती है। इष्टतम रेंज नियंत्रित गैस उत्सर्जन के साथ तरलता का संतुलन बनाए रखती हैं।
कार्बन समतुल्य का अनुकूलन
कार्बन समतुल्य (CE), जिसकी गणना CE = C + Si/3 (प्रतिशत) के रूप में की जाती है, धूसर लोहे की सूक्ष्म संरचना, तरलता और संकुचन व्यवहार को प्रभावित करता है। 3.6% से 4.3% तक के परीक्षणों में 4.1% को इष्टतम पाया गया है। उपयुक्त ढलाई तापमान (1515–1525°C) के साथ मिलाने पर यह मान सबसे कम रिसाव (12%) और स्लैग (10%) दर देता है। यह दाब परीक्षण आवश्यकताओं को पूरा करने के लिए पर्याप्त सुदृढ़ता के साथ मशीनिंग के लिए ग्रेफाइट निर्माण को संतुलित करता है। यह पतले खंडों में सरंध्रता को भी कम करता है।
अनुकूलित सीई के सूक्ष्मसंरचनात्मक लाभ
उपयुक्त सीई प्रक्रिया से फ्लेक ग्रेफाइट का वितरण बेहतर होता है, जिससे अवमंदन और मशीनिंग क्षमता में सुधार होता है। साथ ही, यह पतली दीवारों में कार्बाइड निर्माण के जोखिम को भी कम करता है।
अतिरिक्त प्रक्रिया अनुकूलन: कोटिंग और पैटर्न संबंधी विचार
अपवर्तक कोटिंग की पारगम्यता और मोटाई का नियंत्रण
गैसों और तरल पदार्थों के लिए कोटिंग की पारगम्यता, भरने की गति और दोष निर्माण को नियंत्रित करने में मुख्य भूमिका निभाती है। 0.25–0.50 मिमी की लक्षित मोटाई इन्सुलेशन और पारगम्यता के बीच संतुलन बनाती है। कम पारगम्यता पायरोलिसिस उत्पादों को फंसा लेती है और सतह पर कीड़े के निशान या सिलवटों जैसे दोष उत्पन्न करती है। पतली दीवार वाली ढलाई के लिए, उच्च तरल पारगम्यता वाली कोटिंग कम तापमान पर अवशेषों को हटाने में मदद करती है।
फोम पैटर्न घनत्व और गुणवत्ता
कम घनत्व वाला ईपीएस फोम (मजबूती और अपघटन के लिए संतुलित) पतले सेक्शन की फिलिंग को बेहतर बनाता है। हालांकि, इसमें विकृति से बचने के लिए सावधानीपूर्वक हैंडलिंग की आवश्यकता होती है। पैटर्न के अंदर घनत्व में अंतर के कारण विकृति या असमान फिलिंग हो सकती है। एकसमान ब्लोइंग स्थितियों से ये समस्याएं कम हो जाती हैं। जटिल ज्यामितियों के लिए, कोटिंग के बाद पहले से लगाए गए वेंट पिन या ड्रिल किए गए छेद गैस के निकास को बेहतर बनाते हैं।
रेत संघनन और कंपन पैरामीटर
कंपन आवृत्ति और आयाम का अनुकूलन पैटर्न विरूपण को रोकता है। साथ ही, यह रेत के एकसमान घनत्व को भी सुनिश्चित करता है। क्षैतिज और ऊर्ध्वाधर कंपैक्टरों को रेत डालने के साथ-साथ गुहाओं को भरने के लिए विशिष्ट दिशानिर्देशों की आवश्यकता होती है। इससे ऊपरी भागों में ढहने से बचा जा सकता है।
सामान्य प्रश्न
पतली दीवार वाले गियरबॉक्स हाउसिंग की लॉस्ट फोम कास्टिंग में मुख्य चुनौतियाँ क्या हैं?
पतली दीवारें (5–7 मिमी) तीव्र शीतलन, जटिल ज्यामिति और फोम अपघटन से गैस के फंसने के कारण कोल्ड शट, स्लैग समावेशन, रिसाव विफलता, तह और सरंध्रता के जोखिम को बढ़ाती हैं। गेटिंग, दफन अभिविन्यास, नकारात्मक दबाव, तापमान, कार्बन समतुल्य और कोटिंग पारगम्यता का उचित नियंत्रण आवश्यक है।
नेगेटिव प्रेशर ऑप्टिमाइजेशन से कास्टिंग की गुणवत्ता में कैसे सुधार होता है?
इष्टतम नकारात्मक दबाव (लगभग 0.049) स्थिर रेत संघनन, कुशल गैस निष्कासन और मोल्ड के ढहने या रेत के चिपकने को कम करता है। यह पतले खंडों में अखंडता बनाए रखते हुए रिसाव और स्लैग दोषों को कम करता है।
HT300 ग्रे आयरन गियरबॉक्स हाउसिंग के लिए कौन सा कार्बन समतुल्य सर्वोत्तम परिणाम प्रदान करता है?
लगभग 4.1% सीई तरलता, सूक्ष्म संरचना (फ्लेक ग्रेफाइट) और सुदृढ़ता को संतुलित करता है। यह उपयुक्त ढलाई तापमान के साथ प्रयोग करने पर सरंध्रता और रिसाव को कम करता है, साथ ही मशीनिंग में सहायता प्रदान करता है।
पतली दीवार वाली लॉस्ट फोम कास्टिंग में दुर्दम्य कोटिंग कितनी महत्वपूर्ण है?
कोटिंग की पारगम्यता और मोटाई सीधे तौर पर भरने की गति, गैस/तरल पदार्थ के रिसाव और दोषों के निर्माण को नियंत्रित करती हैं। संतुलित गुण झुर्रियों, सिलवटों और सतह के दोषों को रोकते हैं। ये पतले खंडों के लिए इन्सुलेशन भी प्रदान करते हैं।
एक अग्रणी खोया फोम कास्टिंग उपकरण निर्माता और आपूर्तिकर्ता के साथ भागीदार
लॉस्ट फोम कास्टिंग उत्पादन लाइनों के लिए विश्वसनीय, उच्च-दक्षता वाले समाधानों की तलाश करने वाले फाउंड्री निर्माता और आपूर्तिकर्ता गियरबॉक्स हाउसिंग जैसे पतली दीवार वाले और जटिल घटकों के लिए तैयार किए गए उन्नत उपकरणों से लाभ उठा सकते हैं। ओसी प्रौद्योगिकी यह कंपनी उच्च स्तरीय इंटेलिजेंट लॉस्ट फोम कास्टिंग उपकरण बनाने, आपूर्ति करने और उत्पादन करने में विशेषज्ञता रखने वाली एक पेशेवर निर्माता, आपूर्तिकर्ता और फैक्ट्री के रूप में कार्य करती है, जिसमें शामिल हैं: फोम मोल्डिंग मशीनप्री-फोमिंग मशीनें और संपूर्ण व्हाइट एरिया सिस्टम।
हमारे उपकरण श्रृंखला में उच्च परिशुद्धता वाले फोम पैटर्न उत्पादन सिस्टम, उन्नत कोटिंग स्टेशन, वाइब्रेशन कॉम्पैक्शन टेबल और बेहतर रेत प्रबंधन और वैक्यूम नियंत्रण के लिए डिज़ाइन की गई पूर्णतः स्वचालित लॉस्ट फोम लाइनें शामिल हैं। लॉस्ट फोम कास्टिंग उत्पादन उपकरणों की पूरी श्रृंखला देखें और जानें। टीम से संपर्क करें उत्पादन क्षमता और कास्टिंग प्रदर्शन को बढ़ाने वाले अनुकूलित लाइन कॉन्फ़िगरेशन के लिए।



