フォームキャスティングの紛失蒸発パターン鋳造またはEPCプロセスとしても知られるこの方法は、現代の鋳造生産で広く使用されている高度なニアネットシェイプ成形技術です。この方法は、従来の砂型鋳造に比べて、優れた寸法精度、良好な表面仕上げ、および低い環境負荷を実現します。このプロセスでは、耐火材でコーティングされたポリスチレンフォームパターンが、フラスコ内の乾燥した非結合砂の中に置かれます。注湯および凝固中に加えられる負圧により、型が安定します。同時に、フォームの分解によって発生するガスが容易に放出されます。溶融金属がフォームパターンを蒸発させ、空隙を満たします。これにより、高精度の複雑な金属部品が製造されます。
自動車、農業機械、建設機械用のギアボックスハウジングは、大量生産、複雑な内部構造、軽量設計が求められます。これらの部品は、5~7mmの薄肉であることが多く、スラグ混入、気孔、コールドシャットなどの欠陥がなく、3kgの油圧漏れ試験に合格できる高密度の内部構造が必要です。従来の砂型鋳造では、肉厚の不均一、過剰なバリ、砂由来の混入物が発生することがよくあります。そのため、品質の一貫性と後処理の軽減という点で、ロストフォーム鋳造が好ましい選択肢となっています。
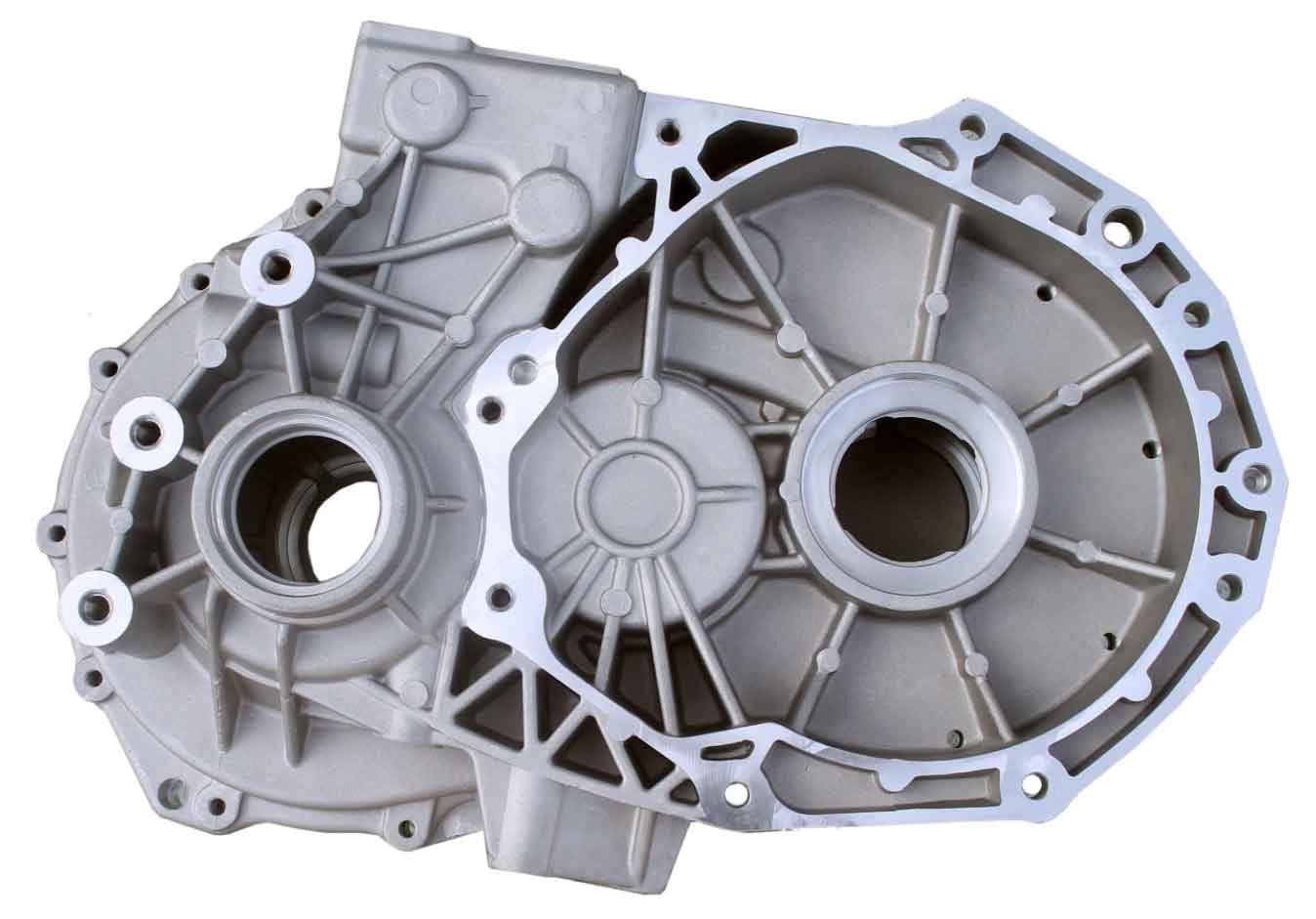
薄肉ギアボックスハウジングの製造条件
ギアボックスハウジングのロストフォーム鋳造における一般的な製造設備では、一次メッシュサイズが20~40の生砂、0.3%以下の泥分、および1%以下の水分含有量で1.0~1.5mmの厚さで塗布された耐火コーティングが使用されます。約2050mm×1500mm×1300mmの大型鋳型には、5面換気システムと底部真空システムが装備されており、クラスター鋳造に対応して生産量を向上させています。自動ティーポット式注湯機は、最大2100kgのバッチ重量に対応します。これらの機能により、効率的な大量生産が可能になります。
一般的なギアボックスハウジングのバリエーションとしては、寸法が約780×450×440mm(肉厚5~6mm、重量100kg)、680×320×245mm(肉厚6~7mm、重量100kg)、および440×420×380mm(肉厚5~6mm、重量68kg)のモデルがあります。これらはすべてHT300ねずみ鋳鉄を使用しています。これらの薄肉構造は、急速な冷却速度、複雑な形状、および充填時の均一な金属の流れの必要性から、特別な課題を生じさせます。
典型的な材料構成とクラスター構成
HT300ねずみ鋳鉄を主材料として使用します。これは、ギアボックス用途に適した強度と加工性を備えています。クラスター鋳造方式により、1つの鋳型で6~8個の部品を鋳造できます。この方式は、複雑なパターンの周囲に砂を均一に圧縮しながら、生産効率を最適化します。
塗装および砂の準備に関する基準
耐火コーティングは、粘度、固形分含有量、乾燥度を精密に制御する必要があります。この制御により、気体や液体の透過性が確保されます。振動による砂の圧縮は、特に薄肉部において、模様の歪みを避ける必要があります。このような注意を払うことで、注湯時の金属の浸透や崩壊を防ぐことができます。
ロストフォーム鋳造における初期品質上の課題
薄肉ギアボックスハウジングの初期生産ロットでは、油圧漏れ試験中に高い不良率が発生することがよくあります。一般的な問題としては、漏れ箇所の集中、広範囲にわたるスラグ混入、構造的完全性を損なうコールドシャットなどが挙げられます。これらの欠陥は主に、乱流を引き起こす不適切なゲート設計、不均一な凝固につながる不適切な埋設方向、負圧、注湯温度、炭素当量などのプロセスパラメータの不適切な制御に起因します。大型フラスコ内のクラスター構成では、砂の圧縮とガスの排出が不均一なため、鋳型崩壊のリスクと砂の付着問題が悪化します。
薄肉部品における一般的な欠陥メカニズム
壁が薄いと熱損失が速くなります。そのため、流れのずれ、折り目、多孔性などのリスクが高まります。発泡体の分解による熱分解生成物は、作業員がコーティング材とともに適切に排出または吸収しないと、光沢のある炭素やしわなどの欠陥を引き起こす可能性があります。金属の流速が速いとガスが閉じ込められ、流速が遅いと充填が不完全になります。
油圧試験への影響
3kgの圧力下で発生する漏洩故障は、圧力がかかる部分や薄肉部でよく見られます。これらの故障は、収縮による気孔、酸化物介在物、または金属溶融界面におけるコールドシャット(低温遮断)が原因です。
薄肉用途向け設計原則
ゲートシステムをチョークとして用いることで、ゲートの開放により充填速度を制御します。マルチポイントインゲートは金属を均一に分配します。これにより、局所的なホットスポットが低減され、方向性凝固が向上します。最高点に設けられた通気チャネルは、総断面積がインゲート面積の少なくとも50%以上であり、ガスの排出を促進します。
埋葬計画の最適化
フラスコ内部での埋設方向は、充填ダイナミクスと方向性凝固の両方に影響を与えます。非加圧領域を下向きに配置する従来の方式では、重要な領域で充填が不完全になることがよくありました。改良された方式では、加圧面を下向きに配置し、大きな開口部を上向きにします。この変更により、重力による流れが促進され、薄肉部をよりしっかりと支えることができます。また、この調整により、特定のモデルではフラスコあたり8個など、より高いクラスター密度を実現できるだけでなく、鋳造全体の健全性が向上し、漏れによる不良率も低減されます。

凝固順序に対する配向の影響
下向きの圧力負荷領域は、薄い部分から厚い部分へと段階的に凝固を促進します。これにより、材料の供給が容易になり、収縮による空隙が減少します。
クラスター密度の改善
改良された埋設方法により、複雑な空洞への砂の流れを損なうことなく、充填効率が向上します。これにより生産性が向上します。
負圧パラメータの最適化
負圧制御は、ロストフォーム製法における砂型の安定性、ガスの排出、および欠陥形成に直接影響を与えます。0.040~0.052の範囲(0.001刻み)で体系的にテストした結果、薄肉ギアボックスハウジングの場合、最適値は約0.049であることが分かりました。このレベルでは、漏れ率が大幅に低下し(約25%)、スラグ欠陥も減少します(約22%)。真空は、型崩壊や砂の過剰な付着を引き起こすことなく、砂をしっかりと圧縮します。圧力が高すぎたり低すぎたりすると、圧縮不良やガスの閉じ込めにより、欠陥が増加します。
真空が金型の完全性とガス除去に及ぼす影響
適度な真空度は、熱分解ガスを除去しながら、型枠周辺の砂密度を向上させます。これにより、折り目や気孔の発生を防ぎます。過度の真空度は、薄型成形において型が崩壊する危険性があります。
ねずみ鋳鉄における温度と流動性の関係
過熱度を高くすることで、薄肉部における急速な熱損失を補うことができます。これにより、凝固前にパターンが完全に置き換えられることが保証されます。最適な範囲は、流動性と制御されたガス発生のバランスを保ちます。
炭素換算量の最適化
炭素当量(CE)は、CE = C + Si/3(パーセント)として計算され、ねずみ鋳鉄の微細構造、流動性、収縮挙動に影響を与えます。3.6%から4.3%の範囲で試験を行った結果、4.1%が最適であることがわかりました。この値は、適切な注湯温度(1515~1525℃)と組み合わせることで、漏洩率(12%)とスラグ発生率(10%)を最小にします。また、被削性を確保するための黒鉛形成と、圧力試験の要件を満たすのに十分な健全性のバランスが取れています。さらに、薄肉部の気孔率も低減します。
最適化されたCEの微細構造上の利点
適切なCE処理は、フレーク状黒鉛の分布を促進し、減衰性と被削性を向上させます。また、薄肉部における炭化物形成のリスクを低減します。
追加のプロセス最適化:コーティングとパターンに関する検討
耐火コーティングの透過性と厚さの制御
気体や液体に対するコーティングの透過性は、充填速度と欠陥形成を制御する上で重要な役割を果たします。目標とする厚さは0.25~0.50mmで、断熱性と透過性のバランスが取れています。透過性が低いと熱分解生成物が閉じ込められ、ワームトラックや折り目などの表面欠陥が発生します。薄肉鋳造の場合、液体透過性の高いコーティングは、より低い温度での残留物除去に役立ちます。
発泡体のパターン密度と品質
低密度EPSフォーム(強度と分解性のバランスが取れている)は、薄い部分の充填性を向上させます。ただし、歪みを防ぐためには慎重な取り扱いが必要です。パターン内部の密度勾配は、反りや充填ムラの原因となります。均一な吹付け条件は、これらの問題を軽減します。複雑な形状の場合、あらかじめベントピンを設置したり、コーティング後に穴を開けたりすることで、ガスの排出を改善できます。
砂の圧縮と振動パラメータ
振動周波数と振幅を最適化することで、パターンの歪みを防ぎます。同時に、均一な砂密度を実現します。水平型および垂直型コンパクターでは、砂の投入と同時に空洞を埋めるための具体的なガイドラインが必要です。これにより、上部構造の崩壊を防ぎます。
よくあるご質問
薄肉ギアボックスハウジングのロストフォーム鋳造における主な課題は何ですか?
壁厚が薄い(5~7 mm)場合、急速な冷却、複雑な形状、発泡体の分解によるガスの閉じ込めなどにより、コールドシャット、スラグ混入、漏洩、折り目、多孔性などのリスクが高まります。ゲート、埋設方向、負圧、温度、炭素当量、コーティングの透過性を適切に制御することが不可欠です。
負圧最適化は、鋳造品質をどのように向上させるのでしょうか?
最適な負圧(約0.049)は、砂の安定した圧縮、効率的なガス除去、および金型の崩壊や砂の付着の低減を保証します。これにより、薄肉部の形状を維持しながら、漏れやスラグの欠陥を低減します。
HT300グレー鋳鉄製ギアボックスハウジングに最適な結果をもたらす炭素当量値はどれですか?
約4.1%のCEは、流動性、微細構造(フレーク状黒鉛)、および健全性のバランスが取れています。適切な注湯温度と組み合わせることで、多孔性や漏れを最小限に抑えつつ、加工性を向上させます。
薄肉ロストフォーム鋳造において、耐火コーティングはどれほど重要ですか?
コーティングの透過性と厚さは、充填速度、気体/液体の漏出、および欠陥の発生を直接制御します。バランスの取れた特性は、しわ、折り目、および表面欠陥を防ぎます。また、薄肉部分の絶縁性も提供します。
最先端の消失型鋳造設備メーカーやサプライヤーとの提携
鋳造メーカーやサプライヤーは、ロストフォーム鋳造生産ライン向けに信頼性が高く効率的なソリューションを求める場合、ギアボックスハウジングのような薄肉で複雑な部品に特化した高度な機器を活用することでメリットを得られます。 OC テクノロジー は、ハイエンドのインテリジェントロストフォーム鋳造装置を専門とするプロのメーカー、サプライヤー、工場として機能します。 フォーム成形機プレフォーム機、および完全なホワイトエリアシステム。
設備ラインナップには、高精度フォームパターン製造システム、高度なコーティングステーション、振動圧縮テーブル、優れた砂処理と真空制御のために設計された完全自動化ロストフォームラインが含まれています。ロストフォーム鋳造製造設備の全範囲をご覧ください。 チームに連絡する 生産量と鋳造性能を向上させるための、カスタマイズされたライン構成に対応します。



