Casting de espuma perdida Este proceso ofrece claras ventajas a las fundiciones de metales que buscan mayor flexibilidad y eficiencia. Permite obtener formas complejas, piezas con forma casi final y una reducción significativa en el consumo de energía, mano de obra, materiales y costos totales en comparación con los métodos tradicionales. Aun así, muchas fundiciones se muestran reticentes porque creen que requiere una gran inversión en líneas automatizadas y herramientas especiales. En realidad, la transición a la fundición a la cera perdida requiere una inversión inicial mínima. Las fundiciones que producen hierro, acero, aluminio o latón pueden comenzar con prototipos y series cortas. Utilizan materias primas sencillas y su infraestructura actual.
Ventajas de la espuma perdida
Casting de espuma perdida Permite fabricar componentes detallados con canales internos, orificios ciegos y posiciones precisas. Estas características suelen ser difíciles o costosas de lograr con los procesos estándar de arena o sin cocción. Los estudios demuestran un ahorro energético del 25 al 30 %, un aumento de la productividad laboral del 46 %, una reducción de materiales del 7 % y una disminución de los costos de producción del 20 al 25 %. El proceso también genera menos residuos sólidos, menos partículas en el aire y menores emisiones de gases de efecto invernadero.
Las tolerancias suelen alcanzar +/- 0,003 pulgadas por pulgada. Las configuraciones optimizadas pueden llegar a +/- 0,002 pulgadas por pulgada. Las piezas fundidas de hierro dúctil de paredes delgadas muestran un control aún mejor, de hasta +/- 0,0015 pulgadas con un espesor de pared de 0,040 pulgadas. Estas precisiones a menudo eliminan o reducen el mecanizado posterior a la fundición. El ahorro derivado de un menor mecanizado compensa cualquier pequeña diferencia en el proceso.
Los componentes fabricados mediante moldeo por pérdida de espuma presentan ángulos de desmoldeo nulo o alterno. Con las técnicas adecuadas, es posible obtener roscas fundidas. Al no requerir utillaje tradicional, las fundiciones pueden mecanizar directamente los patrones de espuma para la creación rápida de prototipos o piezas de repuesto. Se obtienen altos rendimientos de fundición, superiores al 70 % —e incluso al 80 %—, cuando el diseño del sistema de alimentación facilita el flujo del metal.
Pasos para probar la espuma perdida
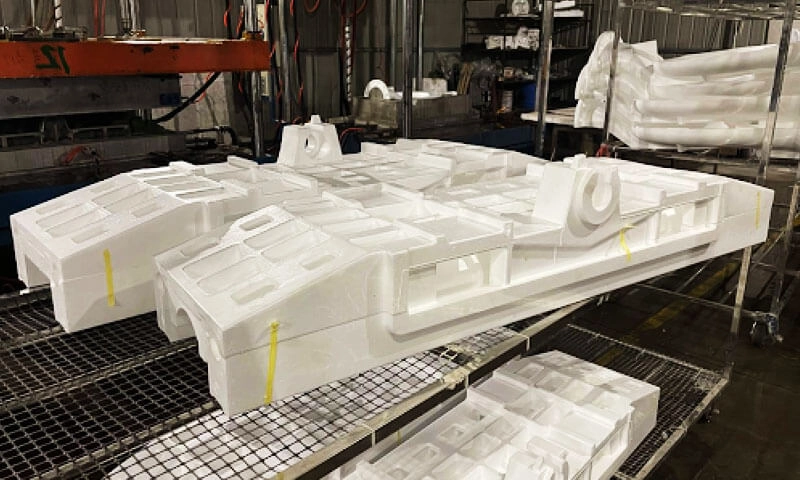
El proceso básico de fundición a la cera perdida consiste en fabricar un modelo de espuma, recubrirlo, colocarlo en arena no aglutinada y verter metal fundido que convierte el modelo en vapor. Para iniciar el proceso con una inversión de capital reducida, las fundiciones mecanizan los modelos a partir de espuma y utilizan compactación manual en lugar de adquirir equipos o moldes automatizados.
Paso 1: Obtenga la espuma
La espuma de poliestireno expandido (EPS) se utiliza como material principal. Las densidades ideales oscilan entre 1 y 1,5 libras por pie cúbico. Para trabajos que requieren un control preciso del carbono en piezas de fundición de hierro, las espumas de copolímero que combinan EPS y polimetilmetacrilato ofrecen buenos resultados. La espuma debe presentarse en bloques que faciliten su mecanizado.
La seguridad sigue siendo primordial. La espuma no debe contener retardantes de llama, ya que estos pueden provocar explosiones durante el vertido. Los proveedores deben confirmar la ausencia de retardantes. Las fundiciones también deben realizar sus propias pruebas de inflamabilidad. La espuma fresca necesita un periodo de maduración de al menos tres semanas para que sus dimensiones se estabilicen a medida que se evapora la humedad residual.
Paso 2: Mecanizado de patrones
Una máquina CNC crea el patrón a partir de bloques de espuma. La velocidad, el avance y la profundidad de corte adecuados evitan el desgarro, especialmente en espumas con microesferas. Mayores velocidades de husillo con cortes más ligeros dan como resultado superficies limpias y pequeñas virutas en lugar de microesferas arrancadas.
Las modificaciones de diseño solo cubren la contracción del metal. El soporte firme de arena elimina cualquier movimiento de las paredes del molde. Las aleaciones de aluminio pueden requerir mazarotas o utilizar bebederos como mazarotas debido a su mayor contracción por solidificación. Las aleaciones de hierro generalmente no necesitan mazarotas. Este método permite realizar cambios rápidos entre los modelos CAD y los moldes reales.
Paso 3: Adhesivo
Las secciones de espuma se unen fácilmente para formar ensamblajes complejos con características internas o piezas entrelazadas. Los adhesivos simples funcionan bien para pruebas. Los adhesivos termofusibles especializados para espuma proporcionan uniones más fuertes y limpias. Una pequeña cantidad de adhesivo minimiza el exceso de gas y evita problemas superficiales en la pieza terminada.
Paso 4: Reunión
Los sistemas de alimentación utilizan bebederos cerámicos consumibles pegados a canales y compuertas de espuma. No existe una relación de alimentación estándar y se deben evitar los puntos de estrangulamiento. Los patrones pueden provenir de un catálogo o copiarse según sea necesario.
Las piezas fundidas de aluminio suelen utilizar alimentación superior. En el caso del hierro, el acero y el latón, generalmente se prefiere la alimentación inferior. Las piezas deben inclinarse ligeramente para facilitar el flujo de arena hacia todos los detalles. La arena solo se desplaza cuesta arriba a corta distancia, por lo que los diseños se centran en el llenado asistido por gravedad. Un buen sistema de alimentación asegura que la arena se compacte uniformemente alrededor del modelo y evita la formación de mezclas de metal y arena que dañan la fundición.
Paso 5: Recubrimiento
Los recubrimientos específicos para espuma perdida forman una barrera permeable que retiene la arena y permite el escape de gases. Las formulaciones listas para usar facilitan el trabajo. Las mezclas personalizadas requieren viscosímetros para mantener la consistencia. Es fundamental mezclar bien antes de su uso inmediato para evitar la sedimentación. La aplicación se realiza por inmersión o vertido.
La mezcla excesiva genera burbujas que crean defectos en el recubrimiento y problemas en la superficie. Un espesor uniforme sigue siendo clave para obtener piezas fundidas sin defectos.
Paso 6: Secado
 La humedad en el revestimiento puede provocar quemaduras o defectos por vapor. Las opciones de secado van desde el simple flujo de aire con ventiladores hasta salas con calefacción y deshumidificación. La elección depende del clima local y las condiciones de las instalaciones.
La humedad en el revestimiento puede provocar quemaduras o defectos por vapor. Las opciones de secado van desde el simple flujo de aire con ventiladores hasta salas con calefacción y deshumidificación. La elección depende del clima local y las condiciones de las instalaciones.
Paso 7: Inspección del recubrimiento
Las grietas en el recubrimiento seco pueden provocar que la arena se adhiera o que el molde se deforme. Las inspecciones detectan los problemas para que los retoques puedan corregirlos. Un exceso de recubrimiento puede atrapar gases y empujar el metal hacia arriba en el bebedero. Los rellenos a base de circonio reparan pequeñas grietas sin necesidad de aplicar una nueva capa completa.
Paso 8: Compactación
La compactación manual sustituye a las costosas líneas automatizadas. Un bidón de acero modificado de 208 litros (55 galones) sirve como recipiente básico. Arena seca sin aglutinar o perlas de cerámica llenan el contenedor. Las primeras capas se compactan mediante repetidos golpes de mazo.
El conjunto de espuma recubierta descansa sobre la capa base. Se añade arena o perlas lentamente mientras se compacta. Esto garantiza que el material fluya alrededor de todas las formas sin dañar el recubrimiento. Las secciones delgadas requieren un relleno equilibrado para evitar deformaciones. Una capa de al menos 25 cm de sobrecarga evita la flotación y mantiene las dimensiones estables.
Paso 9: Casting
La fusión se realiza siguiendo las prácticas habituales de fundición. El vertido requiere un sobrecalentamiento mayor —normalmente entre 50 y 100 grados Fahrenheit por encima del estándar— para vaporizar completamente la espuma. Un sobrecalentamiento excesivo puede provocar ebullición en el hierro o una mayor oxidación en el aluminio.
El vertido rápido mantiene el bebedero lleno y utiliza el peso del metal contra la presión del gas. Las llamas en el molde indican una combustión normal del estireno. Los vertidos lentos aumentan el riesgo de colapso o explosión.
Paso 10: Acabado
Las piezas fundidas se enfrían lo suficiente para desmoldarlas después de 30 minutos para el aluminio o una hora para las aleaciones ferrosas. El molde aislante a veces permite el recocido automático en ciertos metales. El acabado es similar al de la fundición en arena, pero requiere mucho menos tiempo de granallado porque las superficies quedan más lisas.
Un trabajo bien hecho produce piezas limpias y de alta precisión. Los fallos suelen generar masas irregulares con marcas de quemado importantes, lo que reduce considerablemente las posibilidades de reparación.
Listo, Conjunto, Vaya
Las fundiciones que necesitan prototipos rápidos o producción de bajo volumen encuentran una solución sencilla mediante la fundición a la cera perdida con espuma mecanizada y compactación manual. Este método se integra con las operaciones existentes de fusión, vertido y acabado, y solo requiere pequeñas variaciones de temperatura. Las pruebas se realizan con chatarra o metal extraído, por lo que los costos iniciales se mantienen muy bajos.
Este enfoque funciona bien para tiradas de menos de 100 piezas. Para volúmenes mayores, posteriormente se podrán utilizar herramientas especializadas y automatización. El método manual permite a las fundiciones probar y evaluar el mercado inicialmente. De esta forma, desarrollan sus capacidades sin grandes cambios en la infraestructura y se posicionan para trabajos complejos y de alto valor.
PREGUNTAS FRECUENTES
¿Qué metales son compatibles con la fundición a la cera perdida de bajo capital?
El hierro, el acero, el aluminio y el latón se adaptan fácilmente al proceso manual de espuma mecanizada.
¿Cuánto cuesta iniciar los ensayos de espuma perdida?
Los gastos principales incluyen material de espuma, materiales de recubrimiento y adhesivos básicos. Los equipos CNC y los hornos de fusión existentes minimizan la inversión adicional.
¿Qué tolerancias puede alcanzar la espuma perdida sin mecanizado?
Las tolerancias típicas alcanzan +/- 0,003 pulgadas por pulgada, y es posible obtener resultados más precisos mediante la optimización de los patrones y la compactación.
¿Se requiere formación especial para la técnica de inyección de espuma perdida?
El sistema de alimentación difiere del moldeo en arena tradicional. Prestar atención al flujo de arena, los ángulos de inclinación y evitar que el llenado se dirija hacia arriba garantiza el éxito.
¿Puede la técnica de espuma perdida sustituir la fabricación aditiva para la creación de prototipos?
Sí. Los patrones de espuma mecanizados permiten obtener prototipos metálicos rápidos y precisos a precios competitivos para diversas geometrías.
Asociarse con un fabricante de equipo de fundición de espuma perdida de confianza
Las fundiciones que buscan ampliar sus operaciones de moldeo por espuma perdida más allá de los prototipos se benefician al asociarse con proveedores de equipos consolidados. Tecnología OC Se distingue como fabricante y proveedor profesional de equipos de fundición a la cera perdida inteligentes de alta gama, especializado en soluciones para zonas blancas. Como empresa nacional de alta tecnología y socio de la Asociación China de la Industria de la Fundición a la Cera Perdida, la compañía integra tecnología EPS avanzada con patentes propias para ofrecer máquinas de moldeo de espuma automatizadas, preexpansores, sistemas de vacío centralizados, mezcladoras de pintura elevadoras, secadores de aire, silos de maduración y líneas de producción completas llave en mano para operaciones tanto en zonas blancas como amarillas.
Estos sistemas priorizan la alta eficiencia, la calidad y el bajo consumo energético. Ayudan a las fundiciones de todo el mundo a pasar de las pruebas manuales a la producción automatizada de alto volumen. Algunos ejemplos incluyen líneas completas que permiten la producción anual de miles de toneladas de componentes para la industria automotriz, agrícola y de electrodomésticos.
Para fundiciones listas para actualizarse o expandirse, contacto Tecnología OC explorar soluciones personalizadas de equipos para el moldeo por inyección a la cera perdida que se ajusten a los objetivos de producción.



