फोम कास्टिंग खो गया यह प्रक्रिया उन धातु फाउंड्रीज़ के लिए स्पष्ट लाभ प्रदान करती है जो अधिक लचीलापन और बेहतर दक्षता चाहती हैं। यह प्रक्रिया जटिल आकृतियों, लगभग तैयार आकार के पुर्जों और पारंपरिक विधियों की तुलना में ऊर्जा, श्रम, सामग्री और कुल लागत में भारी कटौती की अनुमति देती है। इसके बावजूद, कई फाउंड्रीज़ इससे हिचकिचाती हैं क्योंकि उन्हें लगता है कि इसके लिए स्वचालित लाइनों और विशेष उपकरणों पर भारी खर्च की आवश्यकता होगी। वास्तव में, लॉस्ट फोम कास्टिंग में जाने के लिए शुरुआती लागत बहुत कम होती है। लोहा, इस्पात, एल्युमीनियम या पीतल बनाने वाली फाउंड्रीज़ प्रोटोटाइप और छोटे पैमाने पर उत्पादन से शुरुआत कर सकती हैं। वे सरल कच्चे माल और अपने मौजूदा सेटअप का उपयोग करती हैं।
खोया फोम लाभ
फोम कास्टिंग खो गया इस प्रक्रिया से आंतरिक चैनलों, ब्लाइंड होल और सटीक स्थिति वाले विस्तृत घटकों का निर्माण संभव हो पाता है। मानक सैंड या नोबेक प्रक्रियाओं में ये विशेषताएं अक्सर कठिन या महंगी साबित होती हैं। अध्ययनों से पता चलता है कि इससे 25 से 30 प्रतिशत ऊर्जा की बचत, 46 प्रतिशत श्रम उत्पादकता में वृद्धि, 7 प्रतिशत सामग्री की कटौती और 20 से 25 प्रतिशत उत्पादन लागत में कमी आती है। साथ ही, इस प्रक्रिया से ठोस अपशिष्ट कम होता है, हवा में कणों की संख्या कम होती है और ग्रीनहाउस गैसों का उत्सर्जन भी घटता है।
सामान्यतः सहनशीलता +/- 0.003 इंच प्रति इंच तक पहुँच जाती है। अनुकूलित सेटअप +/- 0.002 इंच प्रति इंच तक पहुँच सकते हैं। पतली दीवार वाले नमनीय लोहे की ढलाई में तो और भी बेहतर नियंत्रण देखने को मिलता है, जो 0.040 इंच की दीवार की मोटाई पर +/- 0.0015 इंच तक होता है। इन सटीकताओं के कारण ढलाई के बाद मशीनिंग की आवश्यकता अक्सर समाप्त हो जाती है या कम हो जाती है। कम मशीनिंग से होने वाली बचत प्रक्रिया में होने वाले किसी भी छोटे अंतर की भरपाई कर देती है।
लॉस्ट फोम से बने घटकों में ड्राफ्ट कोण शून्य या वैकल्पिक होते हैं। सही तकनीकों से ढलाई के बाद ही धागे बनाना संभव हो जाता है। पारंपरिक औजारों की आवश्यकता न होने के कारण, फाउंड्री त्वरित प्रोटोटाइप या प्रतिस्थापन पुर्जों के लिए फोम पैटर्न को सीधे मशीन कर सकती हैं। गेटिंग डिज़ाइन से धातु का प्रवाह सुचारू रूप से होने पर 70 प्रतिशत से अधिक—और अक्सर 80 प्रतिशत तक—उच्च ढलाई उत्पादन प्राप्त होता है।
खोए गए फोम की कोशिश करने के लिए कदम
बुनियादी लॉस्ट फोम प्रक्रिया में फोम का पैटर्न बनाना, उस पर कोटिंग करना, उसे बिना बंधे रेत में रखना और पिघली हुई धातु डालना शामिल है, जिससे पैटर्न वाष्प में बदल जाता है। कम पूंजी वाले शुरुआती लोगों के लिए, फाउंड्री फोम स्टॉक से पैटर्न बनाने के लिए मशीनों का उपयोग करती हैं और स्वचालित उपकरण या मोल्ड खरीदने के बजाय मैन्युअल संघनन का उपयोग करती हैं।
चरण 1: फोम प्राप्त करें
विस्तारित पॉलीस्टाइरीन (ईपीएस) फोम मुख्य सामग्री के रूप में काम करता है। आदर्श घनत्व 1 से 1.5 पाउंड प्रति घन फुट तक होता है। लोहे की ढलाई में कार्बन नियंत्रण की आवश्यकता वाले कार्यों के लिए, ईपीएस और पॉलीमिथाइल मेथैक्रिलेट को मिलाकर बने सह-पॉलिमर फोम अच्छे परिणाम देते हैं। फोम ब्लॉक के रूप में होना चाहिए जो मशीनिंग के लिए उपयुक्त हो।
सुरक्षा सर्वोपरि है। फोम में अग्निरोधी पदार्थ नहीं होने चाहिए क्योंकि ढलाई के दौरान इनसे विस्फोट हो सकता है। आपूर्तिकर्ताओं को यह सुनिश्चित करना चाहिए कि फोम में कोई अग्निरोधी पदार्थ मौजूद न हो। फाउंड्री को भी स्वयं अग्नि परीक्षण करने चाहिए। ताजे फोम को कम से कम तीन सप्ताह तक रखा जाना चाहिए ताकि उसमें से बची हुई नमी निकल जाने पर उसके आयाम स्थिर हो जाएं।
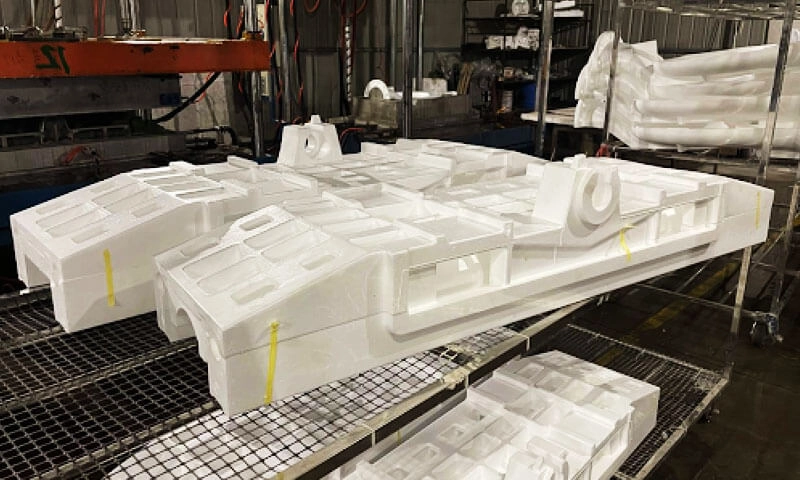
चरण 2: पैटर्न मशीनिंग
एक सीएनसी मशीन फोम ब्लॉकों से पैटर्न बनाती है। सही फीड, गति और कटाई की गहराई से फोम के फटने की समस्या नहीं होती, खासकर बीड-आधारित फोम में। हल्की कटाई के साथ उच्च स्पिंडल गति से साफ सतहें और छोटे-छोटे टुकड़े बनते हैं, न कि खींचे हुए बीड।
डिजाइन में बदलाव केवल धातु के सिकुड़ने को ही नियंत्रित करते हैं। मजबूत रेत का सहारा मोल्ड की दीवारों की किसी भी हलचल को रोकता है। एल्युमीनियम मिश्र धातुओं में अधिक ठोसकरण सिकुड़न के कारण राइज़र जोड़े जा सकते हैं या गेटिंग का उपयोग राइज़र के रूप में किया जा सकता है। लोहे की मिश्र धातुओं में आमतौर पर राइज़र की आवश्यकता नहीं होती है। यह तरीका सीएडी मॉडल से वास्तविक पैटर्न में तेजी से बदलाव करने में सहायक है।
चरण 3: चिपकने वाला
फोम के टुकड़े आसानी से जुड़कर आंतरिक विशेषताओं या इंटरलॉकिंग भागों वाले जटिल संयोजन बना सकते हैं। परीक्षण के लिए साधारण चिपकने वाले पदार्थ ठीक रहते हैं। फोम के लिए विशेष रूप से बनाए गए हॉट-मेल्ट चिपकने वाले पदार्थ अधिक मजबूत और साफ जोड़ प्रदान करते हैं। कम मात्रा में चिपकने वाले पदार्थ का उपयोग करने से अतिरिक्त गैस कम निकलती है और तैयार कास्टिंग पर सतह संबंधी समस्याएं नहीं आतीं।
चरण 4: गेटिंग
गेटिंग सिस्टम में फोम रनर और इनगेट पर चिपकाए गए उपभोज्य सिरेमिक स्प्रू का उपयोग किया जाता है। कोई मानक गेटिंग अनुपात लागू नहीं होता है, और अवरोध बिंदुओं से बचना आवश्यक है। पैटर्न स्टॉक से प्राप्त किए जा सकते हैं या आवश्यकतानुसार कॉपी किए जा सकते हैं।
एल्युमीनियम की ढलाई में अक्सर ऊपर से रेत डाली जाती है। लोहा, इस्पात और पीतल में आमतौर पर नीचे से रेत डाली जाती है। रेत को हर खांचे में आसानी से भरने के लिए पुर्जों को थोड़ा झुकाना चाहिए। रेत ऊपर की ओर कम दूरी तक ही जा पाती है, इसलिए डिज़ाइन में गुरुत्वाकर्षण की सहायता से रेत भरने पर ध्यान दिया जाता है। अच्छी तरह से बनाई गई गेटिंग से यह सुनिश्चित होता है कि रेत पैटर्न के चारों ओर समान रूप से फैले और धातु-रेत के मिश्रण को रोका जा सके, जिससे ढलाई खराब न हो।
चरण 5: कोटिंग
लॉस्ट फोम-विशिष्ट कोटिंग्स एक पारगम्य अवरोध बनाती हैं। यह अवरोध रेत को रोके रखता है और गैस को बाहर निकलने देता है। तैयार मिश्रण काम को आसान बनाते हैं। अनुकूलित मिश्रणों में स्थिरता बनाए रखने के लिए विस्कोमीटर की आवश्यकता होती है। जमने से बचने के लिए तुरंत उपयोग से पहले अच्छी तरह से मिलाना आवश्यक है। इसे डुबोकर या डालकर लगाया जाता है।
अधिक मिश्रण करने से बुलबुले बन जाते हैं जिससे कोटिंग में खामियां और सतह संबंधी समस्याएं उत्पन्न होती हैं। दोषरहित ढलाई के लिए एक समान मोटाई अत्यंत महत्वपूर्ण है।
चरण 6: सूखना
 कोटिंग में नमी के कारण जलने या भाप से संबंधित दोष उत्पन्न हो सकते हैं। सुखाने के लिए पंखों द्वारा साधारण वायु प्रवाह से लेकर ऊष्मा और आर्द्रता नियंत्रण वाले कमरों तक कई विकल्प उपलब्ध हैं। चुनाव स्थानीय जलवायु और सुविधा की स्थितियों पर निर्भर करता है।
कोटिंग में नमी के कारण जलने या भाप से संबंधित दोष उत्पन्न हो सकते हैं। सुखाने के लिए पंखों द्वारा साधारण वायु प्रवाह से लेकर ऊष्मा और आर्द्रता नियंत्रण वाले कमरों तक कई विकल्प उपलब्ध हैं। चुनाव स्थानीय जलवायु और सुविधा की स्थितियों पर निर्भर करता है।
चरण 7: कोटिंग निरीक्षण
सूखी परत में दरारें पड़ने से सैंड बर्न-ऑन या मोल्ड के ढहने जैसी समस्या हो सकती है। निरीक्षण से समस्याओं का पता चलता है ताकि टच-अप करके उन्हें ठीक किया जा सके। बार-बार कोटिंग करने से गैसें फंस सकती हैं और धातु स्प्रू में वापस ऊपर की ओर धकेल सकती हैं। ज़िरकॉन-आधारित फिलर पूरी नई परत लगाए बिना छोटी दरारों को ठीक कर देते हैं।
चरण 8: संपीड़न
मैनुअल कॉम्पैक्शन (संपीडन) महंगी स्वचालित लाइनों का स्थान लेता है। एक संशोधित 55-गैलन स्टील ड्रम को बुनियादी फ्लास्क के रूप में उपयोग किया जाता है। कंटेनर को बिना बंधे सूखे रेत या सिरेमिक मोतियों से भरा जाता है। बार-बार हथौड़े से चोट करने पर पहली परतें ठोस हो जाती हैं।
लेपित फोम असेंबली आधार परत पर टिकी होती है। अधिक रेत या कण धीरे-धीरे डालते हुए उसे दबाया जाता है। इससे कोटिंग को नुकसान पहुंचाए बिना सभी आकृतियों के चारों ओर प्रवाह सुनिश्चित होता है। पतले खंडों में विकृति को रोकने के लिए संतुलित भराई आवश्यक है। कम से कम 10 इंच की अतिरिक्त परत तैरने को रोकती है और आयामों को स्थिर रखती है।
चरण 9: कास्टिंग
पिघलाने की प्रक्रिया सामान्य फाउंड्री प्रक्रियाओं के अनुसार होती है। ढलाई के लिए उच्च ताप की आवश्यकता होती है—आमतौर पर मानक से 50 से 100 डिग्री फ़ारेनहाइट अधिक—ताकि झाग पूरी तरह से वाष्पीकृत हो जाए। अत्यधिक ताप से लोहे में उबाल आ सकता है या एल्युमीनियम में ऑक्सीकरण बढ़ सकता है।
तेज़ गति से डालने पर स्प्रू भरा रहता है और धातु का वज़न गैस के दबाव के विरुद्ध काम करता है। फ्लास्क पर उठने वाली लपटें सामान्य स्टाइरीन दहन को दर्शाती हैं। धीमी गति से डालने पर ढहने या विस्फोट की संभावना बढ़ जाती है।
चरण 10: समाप्त करना
एल्यूमीनियम के लिए 30 मिनट और लौह मिश्र धातुओं के लिए एक घंटे के बाद ढलाई इतनी ठंडी हो जाती है कि उसे हिलाकर निकाला जा सके। इन्सुलेटिव मोल्ड कभी-कभी कुछ धातुओं में स्वतः एनीलिंग की अनुमति देता है। फिनिशिंग रेत ढलाई जैसी दिखती है, लेकिन इसमें ब्लास्टिंग का समय बहुत कम लगता है क्योंकि सतहें अधिक चिकनी बनती हैं।
सफल कार्य से साफ-सुथरे और उच्च-सहिष्णुता वाले पुर्जे बनते हैं। विफलताओं से आमतौर पर अनियमित आकार के पुर्जे बनते हैं जिन पर अत्यधिक घिसावट होती है। इनमें सुधार की गुंजाइश बहुत कम होती है।
तैयार, सेट, जाओ
जिन फाउंड्री को तेजी से प्रोटोटाइप बनाने या कम मात्रा में उत्पादन करने की आवश्यकता होती है, उनके लिए मशीनीकृत फोम और मैनुअल-कंपैक्शन लॉस्ट फोम कास्टिंग एक आसान विकल्प है। यह विधि मौजूदा पिघलने, डालने और परिष्करण कार्यों के साथ सहजता से जुड़ जाती है। इसमें तापमान में बहुत कम बदलाव की आवश्यकता होती है। परीक्षणों में स्क्रैप या पिग्ड मेटल का उपयोग किया जाता है, इसलिए शुरुआती लागत बहुत कम रहती है।
यह तरीका 100 से कम यूनिट्स के उत्पादन के लिए कारगर है। अधिक मात्रा के उत्पादन के लिए बाद में विशेष टूलिंग और ऑटोमेशन की आवश्यकता हो सकती है। मैन्युअल तरीके से उत्पादन करने से फाउंड्रीज़ को बाज़ार का परीक्षण और आकलन करने का मौका मिलता है। फाउंड्रीज़ बुनियादी ढांचे में बड़े बदलाव किए बिना अपनी क्षमताओं को बढ़ाती हैं। वे जटिल और उच्च-मूल्य वाले कार्यों के लिए खुद को तैयार करती हैं।
सामान्य प्रश्न
कम पूंजी लागत वाली फोम कास्टिंग के लिए कौन सी धातुएँ उपयुक्त हैं?
लोहा, इस्पात, एल्युमीनियम और पीतल सभी मशीनीकृत फोम की मैनुअल प्रक्रिया के लिए आसानी से अनुकूल हो जाते हैं।
लॉस्ट फोम ट्रायल शुरू करने में कितना खर्च आता है?
प्राथमिक खर्चों में फोम स्टॉक, कोटिंग सामग्री और बुनियादी चिपकने वाले पदार्थ शामिल हैं। मौजूदा सीएनसी उपकरण और पिघलने वाली भट्टियों से अतिरिक्त निवेश कम हो जाता है।
बिना मशीनिंग के लॉस्ट फोम कितनी सहनशीलता प्राप्त कर सकता है?
सामान्य सहनशीलता +/- 0.003 इंच प्रति इंच तक होती है, और अनुकूलित पैटर्न और संघनन के माध्यम से और भी सटीक परिणाम संभव हैं।
क्या लॉस्ट फोम गेटिंग के लिए विशेष प्रशिक्षण की आवश्यकता होती है?
गेटिंग तकनीक पारंपरिक सैंड कास्टिंग से भिन्न है। रेत के प्रवाह, झुकाव कोणों पर ध्यान केंद्रित करना और ऊपर की ओर भरने वाले रास्तों से बचना सफलता सुनिश्चित करता है।
क्या प्रोटोटाइप के लिए एडिटिव मैन्युफैक्चरिंग की जगह लॉस्ट फोम का इस्तेमाल किया जा सकता है?
जी हां। मशीनीकृत फोम पैटर्न कई ज्यामितियों के लिए प्रतिस्पर्धी लागत पर तेज़, सटीक धातु प्रोटोटाइप बनाने में सक्षम बनाते हैं।
एक विश्वसनीय खोया फोम कास्टिंग उपकरण निर्माता के साथ भागीदार
प्रोटोटाइप से आगे बढ़कर लॉस्ट फोम ऑपरेशंस को बड़े पैमाने पर संचालित करने की इच्छुक फाउंड्री स्थापित उपकरण प्रदाताओं के साथ साझेदारी करने से लाभान्वित होती हैं। ओसी प्रौद्योगिकी हम उच्च स्तरीय इंटेलिजेंट लॉस्ट फोम कास्टिंग उपकरण के एक पेशेवर निर्माता और आपूर्तिकर्ता हैं, जो विशेष रूप से व्हाइट-एरिया समाधानों में विशेषज्ञता रखते हैं। एक राष्ट्रीय उच्च-तकनीकी उद्यम और चाइना लॉस्ट फोम इंडस्ट्री एसोसिएशन के भागीदार के रूप में, कंपनी उन्नत ईपीएस तकनीक को अपने पेटेंट के साथ एकीकृत करके स्वचालित फोम मोल्डिंग मशीनें, प्री-एक्सपेंडर, सेंट्रल वैक्यूम सिस्टम, लिफ्ट-टाइप पेंट मिक्सर, एयर ड्रायर, मैचुरेशन साइलो और व्हाइट-ज़ोन और येलो-ज़ोन दोनों के लिए संपूर्ण टर्नकी उत्पादन लाइनें प्रदान करती है।
ये प्रणालियाँ उच्च दक्षता, गुणवत्ता और कम ऊर्जा खपत पर ज़ोर देती हैं। ये दुनिया भर की फाउंड्रीज़ को मैन्युअल परीक्षणों से हटकर बड़े पैमाने पर स्वचालित उत्पादन की ओर बढ़ने में सहायता करती हैं। उदाहरणों में ऐसी संपूर्ण उत्पादन लाइनें शामिल हैं जो ऑटोमोटिव, कृषि और घरेलू उपकरणों के लिए प्रतिवर्ष हजारों टन उत्पादन सक्षम बनाती हैं।
अपग्रेड या विस्तार के लिए तैयार फाउंड्री के लिए, ओसी टेक्नोलॉजी से संपर्क करें उत्पादन लक्ष्यों के अनुरूप अनुकूलित लॉस्ट फोम कास्टिंग उपकरण समाधानों का पता लगाना।



