Casting busa yang hilang Proses ini memberikan manfaat nyata bagi pengecoran logam yang menginginkan fleksibilitas dan efisiensi yang lebih baik. Proses ini memungkinkan pembuatan bentuk yang kompleks, komponen dengan bentuk mendekati bentuk akhir, dan pengurangan yang signifikan dalam penggunaan energi, tenaga kerja, material, dan total biaya dibandingkan dengan metode tradisional. Meskipun demikian, banyak pengecoran masih ragu karena mereka berpikir proses ini membutuhkan pengeluaran besar untuk jalur otomatis dan peralatan khusus. Padahal, beralih ke pengecoran busa hilang (lost foam casting) hanya membutuhkan sedikit modal di muka. Pengecoran yang memproduksi besi, baja, aluminium, atau kuningan dapat memulai dengan prototipe dan produksi dalam jumlah kecil. Mereka menggunakan bahan baku sederhana dan pengaturan yang sudah ada.
Keuntungan busa hilang
Casting busa yang hilang Hal ini memungkinkan pembuatan komponen detail dengan saluran internal, lubang buntu, dan posisi yang tepat. Fitur-fitur ini seringkali sulit atau mahal dalam proses standar berbasis pasir atau tanpa pemanasan. Studi menunjukkan penghematan energi sebesar 25 hingga 30 persen, peningkatan produktivitas tenaga kerja sebesar 46 persen, pengurangan material sebesar 7 persen, dan penurunan biaya produksi sebesar 20 hingga 25 persen. Proses ini juga menghasilkan lebih sedikit limbah padat, lebih sedikit partikel di udara, dan gas rumah kaca yang lebih rendah.
Toleransi biasanya mencapai +/- 0,003 inci per inci. Pengaturan yang dioptimalkan dapat mencapai +/- 0,002 inci per inci. Pengecoran besi cor ulet berdinding tipis menunjukkan kontrol yang lebih baik lagi, hingga +/- 0,0015 inci pada ketebalan dinding 0,040 inci. Akurasi ini seringkali menghilangkan atau mengurangi pengerjaan mesin setelah pengecoran. Penghematan dari pengurangan pengerjaan mesin menutupi perbedaan kecil dalam proses tersebut.
Komponen yang dibuat dengan metode lost foam memiliki sudut kemiringan nol atau bergantian. Ulir hasil pengecoran menjadi mungkin dengan teknik yang tepat. Karena tidak ada perkakas tradisional, pengecoran dapat langsung mengolah pola busa untuk prototipe cepat atau suku cadang pengganti. Hasil pengecoran yang tinggi di atas 70 persen—dan seringkali 80 persen—muncul ketika desain saluran masuk membantu aliran logam dengan baik.
Langkah-langkah untuk Mencoba Lost Foam
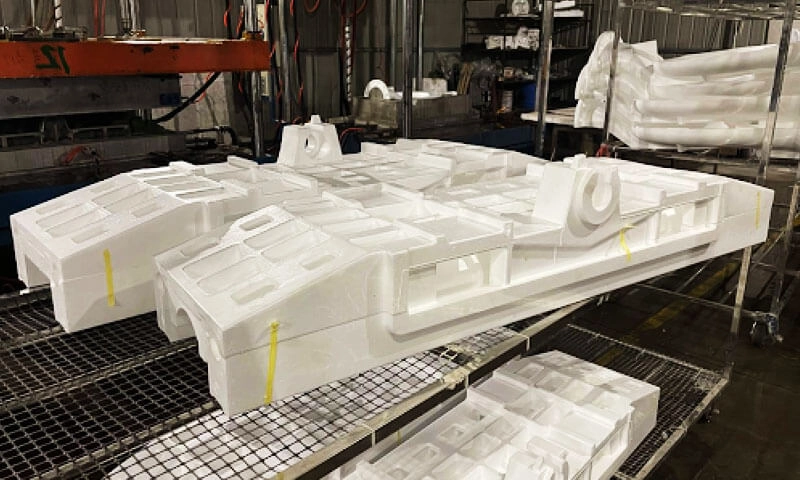
Proses dasar pengecoran busa hilang (lost foam) meliputi pembuatan pola busa, pelapisan, penempatan pola dalam pasir yang tidak terikat, dan penuangan logam cair yang mengubah pola menjadi uap. Untuk memulai usaha dengan modal rendah, pengecoran membuat pola dari bahan busa dan menggunakan pemadatan manual alih-alih membeli peralatan atau cetakan otomatis.
Langkah 1: Dapatkan busa
Busa polistirena yang diperluas (EPS) berfungsi sebagai bahan utama. Kepadatan ideal berkisar antara 1 hingga 1,5 pon per kaki kubik. Untuk pekerjaan yang membutuhkan kontrol karbon yang ketat pada pengecoran besi, busa kopolimer yang mencampur EPS dan polimetil metakrilat memberikan hasil yang baik. Busa harus berbentuk balok yang sesuai untuk pemesinan.
Keselamatan tetap sangat penting. Busa tidak boleh mengandung bahan penghambat api karena dapat menyebabkan ledakan selama pengecoran. Pemasok harus memastikan tidak ada bahan penghambat api yang ada. Pabrik pengecoran juga harus melakukan uji nyala api sendiri. Busa segar perlu didiamkan setidaknya selama tiga minggu agar dimensinya stabil seiring dengan hilangnya sisa kelembapan.
Langkah 2: Pemesinan Pola
Mesin CNC membuat pola dari blok busa. Pengaturan laju pemakanan, kecepatan, dan kedalaman pemotongan yang tepat mencegah sobekan, terutama pada busa berbasis butiran. Kecepatan spindel yang lebih tinggi dengan pemotongan yang lebih ringan menghasilkan permukaan yang bersih dan serpihan kecil, bukan butiran yang tertarik.
Perubahan desain hanya mencakup penyusutan logam. Dukungan pasir yang kokoh menghilangkan pergerakan dinding cetakan. Paduan aluminium dapat menambahkan penambah volume atau menggunakan saluran masuk sebagai penambah volume karena penyusutan pembekuan yang lebih tinggi. Paduan besi biasanya tidak memerlukan penambah volume. Cara ini mendukung perubahan cepat dari model CAD ke pola nyata.
Langkah 3: Perekat
Bagian-bagian busa dapat disambungkan tanpa kesulitan untuk membentuk rakitan kompleks dengan fitur internal atau bagian yang saling mengunci. Perekat sederhana berfungsi dengan baik untuk percobaan. Perekat leleh panas khusus yang dibuat untuk busa memberikan ikatan yang lebih kuat dan lebih bersih. Sedikit perekat menjaga gas berlebih tetap rendah dan menghindari masalah permukaan pada hasil cetakan akhir.
Langkah 4: Gating
Sistem saluran masuk menggunakan saluran keramik habis pakai yang direkatkan ke saluran busa dan saluran masuk. Tidak ada rasio saluran masuk standar yang berlaku, dan titik penyempitan harus dihindari. Pola dapat berasal dari stok atau disalin sesuai kebutuhan.
Pengecoran aluminium sering menggunakan metode pengisian dari atas. Besi, baja, dan kuningan biasanya lebih menyukai metode pengisian dari bawah. Bagian-bagiannya harus sedikit dimiringkan untuk membantu aliran pasir ke setiap fitur. Pasir hanya bergerak menanjak dalam jarak pendek, sehingga desain berfokus pada pengisian yang dibantu gravitasi. Sistem saluran masuk yang baik memastikan pasir terkemas merata di sekitar pola dan mencegah campuran logam-pasir yang merusak hasil pengecoran.
Langkah 5: Lapisan
Lapisan khusus untuk metode lost foam membentuk penghalang permeabel. Penghalang ini menahan pasir dan memungkinkan gas keluar. Formulasi siap pakai memudahkan pekerjaan. Campuran khusus membutuhkan viskometer untuk menjaga konsistensi. Pencampuran menyeluruh dilakukan sebelum penggunaan langsung untuk menghindari pengendapan. Aplikasi dilakukan dengan cara mencelupkan atau menuang.
Pencampuran yang berlebihan akan menghasilkan gelembung yang menyebabkan cacat lapisan dan masalah permukaan. Ketebalan yang merata tetap menjadi kunci untuk pengecoran tanpa cacat.
Langkah 6: Pengeringan
 Kelembapan pada lapisan cat dapat menyebabkan kerusakan berupa bercak terbakar atau bercak uap. Pilihan pengeringan berkisar dari aliran udara sederhana dengan kipas hingga ruangan terkontrol dengan pemanas dan dehumidifikasi. Pilihan tersebut bergantung pada iklim setempat dan kondisi fasilitas.
Kelembapan pada lapisan cat dapat menyebabkan kerusakan berupa bercak terbakar atau bercak uap. Pilihan pengeringan berkisar dari aliran udara sederhana dengan kipas hingga ruangan terkontrol dengan pemanas dan dehumidifikasi. Pilihan tersebut bergantung pada iklim setempat dan kondisi fasilitas.
Langkah 7: Pemeriksaan Lapisan
Retakan pada lapisan yang sudah kering menyebabkan pasir terbakar atau cetakan runtuh. Inspeksi dapat mendeteksi masalah sehingga perbaikan dapat ditargetkan. Pelapisan ulang yang terlalu banyak dapat memerangkap gas dan mendorong logam kembali ke atas saluran tuang. Pengisi berbasis zirkon memperbaiki retakan kecil tanpa perlu lapisan baru sepenuhnya.
Langkah 8: Kompasi
Pemadatan manual menggantikan jalur otomatis yang mahal. Sebuah drum baja 55 galon yang dimodifikasi berfungsi sebagai wadah dasar. Pasir kering atau butiran keramik yang tidak terikat mengisi wadah tersebut. Lapisan pertama dipadatkan melalui pukulan palu berulang.
Susunan busa berlapis diletakkan di atas lapisan dasar. Lebih banyak pasir atau butiran dituangkan perlahan sambil dipadatkan. Ini memastikan aliran di sekitar semua bentuk tanpa merusak lapisan. Bagian yang tipis membutuhkan pengisian yang seimbang untuk mencegah distorsi. Setidaknya 10 inci lapisan penutup menghentikan pengapungan dan menjaga dimensi tetap stabil.
Langkah 9: Casting
Proses peleburan mengikuti praktik pengecoran logam normal. Penuangan membutuhkan suhu superpanas yang lebih tinggi—biasanya 50 hingga 100 derajat Fahrenheit di atas suhu standar—untuk menguapkan busa sepenuhnya. Suhu superpanas yang terlalu tinggi dapat menyebabkan pendidihan pada besi atau oksidasi yang lebih banyak pada aluminium.
Penuangan cepat menjaga saluran tuang tetap penuh dan menggunakan berat logam untuk melawan tekanan gas. Nyala api di cetakan menunjukkan pembakaran stirena yang normal. Penuangan lambat meningkatkan kemungkinan kolaps atau ledakan.
Langkah 10: Selesai
Hasil coran cukup dingin untuk dikeluarkan setelah 30 menit untuk aluminium atau satu jam untuk paduan besi. Cetakan isolatif terkadang memungkinkan proses anil sendiri pada logam tertentu. Penyelesaiannya tampak seperti pengecoran pasir tetapi membutuhkan waktu peledakan yang jauh lebih singkat karena permukaannya menjadi lebih halus.
Pekerjaan yang berhasil menghasilkan komponen yang bersih dan memiliki toleransi tinggi. Kegagalan biasanya menciptakan massa yang tidak beraturan dengan bekas terbakar yang parah. Hal ini memberikan sedikit peluang untuk pengerjaan ulang.
Siap, Set, Pergi
Pabrik pengecoran yang membutuhkan prototipe cepat atau produksi volume kecil dapat dengan mudah memasuki pasar melalui pengecoran busa yang diolah dengan mesin dan pengecoran busa hilang dengan pemadatan manual. Metode ini sesuai dengan operasi peleburan, penuangan, dan penyelesaian yang sudah ada. Metode ini hanya membutuhkan perubahan suhu yang kecil. Percobaan menggunakan sisa logam atau logam bekas, sehingga biaya awal tetap sangat rendah.
Pendekatan ini bekerja dengan baik untuk produksi di bawah 100 unit. Volume yang lebih besar mungkin nantinya mendukung peralatan dan otomatisasi khusus. Cara manual memungkinkan perusahaan pengecoran untuk menguji dan memeriksa pasar terlebih dahulu. Perusahaan pengecoran mengembangkan kemampuan mereka tanpa perubahan besar pada infrastruktur. Mereka memposisikan diri untuk pekerjaan yang kompleks dan bernilai tinggi.
PERTANYAAN YANG SERING DIAJUKAN
Logam apa saja yang cocok untuk pengecoran busa hilang dengan modal rendah?
Besi, baja, aluminium, dan kuningan semuanya mudah diadaptasi ke dalam proses manual pembuatan busa dengan mesin.
Berapa biaya untuk memulai uji coba busa hilang?
Biaya utama meliputi bahan baku busa, bahan pelapis, dan perekat dasar. Peralatan CNC dan tungku peleburan yang sudah ada meminimalkan investasi tambahan.
Toleransi apa yang dapat dicapai oleh metode lost foam tanpa pemesinan?
Toleransi tipikal mencapai +/- 0,003 inci per inci, dengan hasil yang lebih presisi dimungkinkan melalui pola dan pemadatan yang dioptimalkan.
Apakah pelatihan khusus diperlukan untuk penanganan gerbang busa yang hilang?
Teknik pengecoran dengan saluran masuk (gating) berbeda dari pengecoran pasir tradisional. Fokus pada aliran pasir, sudut kemiringan, dan menghindari jalur pengisian ke atas akan memastikan keberhasilan.
Bisakah metode lost foam menggantikan manufaktur aditif untuk pembuatan prototipe?
Ya. Pola busa yang diproses dengan mesin memungkinkan pembuatan prototipe logam yang cepat dan akurat dengan biaya yang kompetitif untuk berbagai bentuk geometri.
Mitra dengan Produsen Peralatan Casting Busa Hilang Terpercaya
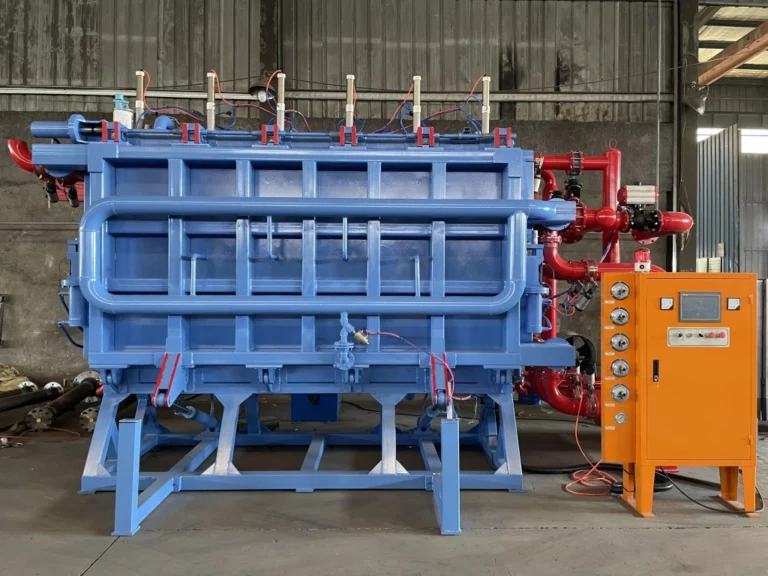
Perusahaan pengecoran yang ingin meningkatkan skala operasi cetakan busa hilang (lost foam) di luar pembuatan prototipe akan mendapat manfaat dari bermitra dengan penyedia peralatan yang sudah mapan. Teknologi OC Sebagai produsen dan pemasok profesional peralatan pengecoran busa hilang cerdas kelas atas, perusahaan ini mengkhususkan diri dalam solusi area putih. Sebagai perusahaan teknologi tinggi nasional dan mitra Asosiasi Industri Busa Hilang Tiongkok, perusahaan ini mengintegrasikan teknologi EPS canggih dengan paten milik sendiri untuk menghadirkan mesin cetak busa otomatis, pra-ekspander, sistem vakum sentral, mixer cat tipe angkat, pengering udara, silo pematangan, dan lini produksi lengkap siap pakai untuk operasi zona putih dan zona kuning.
Sistem-sistem ini menekankan efisiensi tinggi, kualitas, dan konsumsi energi rendah. Sistem ini mendukung pabrik pengecoran di seluruh dunia dalam beralih dari uji coba manual ke produksi otomatis bervolume tinggi. Contohnya termasuk lini produksi lengkap yang memungkinkan produksi ribuan ton per tahun untuk komponen otomotif, pertanian, dan peralatan rumah tangga.
Bagi perusahaan pengecoran yang siap untuk melakukan peningkatan atau perluasan, Hubungi OC Technology untuk mengeksplorasi solusi peralatan pengecoran busa hilang yang disesuaikan dan selaras dengan tujuan produksi.