การหล่อโฟมที่หายไป กระบวนการหล่อแบบโฟมหาย (Lost Foam Casting) นำมาซึ่งประโยชน์ที่ชัดเจนสำหรับโรงหล่อโลหะที่ต้องการความยืดหยุ่นและประสิทธิภาพที่ดียิ่งขึ้น กระบวนการนี้ช่วยให้สามารถผลิตชิ้นส่วนที่มีรูปทรงซับซ้อน ชิ้นส่วนที่มีรูปร่างใกล้เคียงกับรูปทรงสุดท้าย และลดการใช้พลังงาน แรงงาน วัสดุ และต้นทุนโดยรวมได้อย่างชัดเจนเมื่อเทียบกับวิธีการแบบดั้งเดิม ถึงกระนั้น โรงหล่อหลายแห่งก็ยังลังเลที่จะใช้กระบวนการนี้เพราะคิดว่าต้องลงทุนจำนวนมากในสายการผลิตอัตโนมัติและเครื่องมือพิเศษ ในความเป็นจริง การเปลี่ยนมาใช้การหล่อแบบโฟมหายใช้เงินลงทุนเริ่มต้นเพียงเล็กน้อย โรงหล่อที่ผลิตเหล็ก เหล็กกล้า อลูมิเนียม หรือทองเหลือง สามารถเริ่มต้นด้วยต้นแบบและการผลิตจำนวนน้อยได้ พวกเขาใช้วัตถุดิบที่เรียบง่ายและอุปกรณ์ที่มีอยู่แล้ว
ข้อดีของโฟมสูญหาย
การหล่อโฟมที่หายไป กระบวนการนี้ทำให้สามารถสร้างชิ้นส่วนที่มีรายละเอียดซับซ้อน เช่น ร่องภายใน รูตัน และตำแหน่งที่แม่นยำ ซึ่งคุณสมบัติเหล่านี้มักทำได้ยากหรือมีราคาแพงในกระบวนการผลิตแบบใช้ทรายหรือแบบไม่ใช้ความร้อนทั่วไป การศึกษาแสดงให้เห็นว่าสามารถประหยัดพลังงานได้ 25 ถึง 30 เปอร์เซ็นต์ เพิ่มผลิตภาพแรงงานได้ 46 เปอร์เซ็นต์ ลดการใช้วัสดุได้ 7 เปอร์เซ็นต์ และลดต้นทุนการผลิตได้ 20 ถึง 25 เปอร์เซ็นต์ นอกจากนี้ กระบวนการนี้ยังสร้างของเสียของแข็งน้อยลง อนุภาคในอากาศน้อยลง และลดก๊าซเรือนกระจกอีกด้วย
โดยทั่วไปค่าความคลาดเคลื่อนจะอยู่ที่ +/- 0.003 นิ้วต่อนิ้ว การตั้งค่าที่เหมาะสมที่สุดสามารถทำได้ถึง +/- 0.002 นิ้วต่อนิ้ว ชิ้นงานหล่อเหล็กดัดผนังบางแสดงให้เห็นถึงการควบคุมที่ดียิ่งขึ้น โดยมีความคลาดเคลื่อนอยู่ที่ +/- 0.0015 นิ้ว ที่ความหนาผนัง 0.040 นิ้ว ความแม่นยำเหล่านี้มักจะช่วยลดหรือกำจัดขั้นตอนการกลึงหลังการหล่อ การประหยัดจากขั้นตอนการกลึงที่น้อยลงจะชดเชยความแตกต่างเล็กน้อยใดๆ ในกระบวนการผลิตได้
ชิ้นส่วนที่ผลิตด้วยเทคนิคการหล่อแบบโฟมหาย (lost foam) จะมีมุมเอียงเป็นศูนย์หรือสลับกัน การหล่อเกลียวโดยตรงเป็นไปได้ด้วยเทคนิคที่เหมาะสม เนื่องจากไม่ต้องใช้เครื่องมือแบบดั้งเดิม โรงหล่อจึงสามารถกลึงแบบจำลองโฟมได้โดยตรงเพื่อสร้างต้นแบบหรือชิ้นส่วนทดแทนอย่างรวดเร็ว ผลผลิตจากการหล่อสูงกว่า 70 เปอร์เซ็นต์ และบ่อยครั้งถึง 80 เปอร์เซ็นต์ เกิดขึ้นเมื่อการออกแบบทางเข้าของโลหะช่วยให้โลหะไหลได้ดี
ขั้นตอนในการลองโฟมที่หายไป
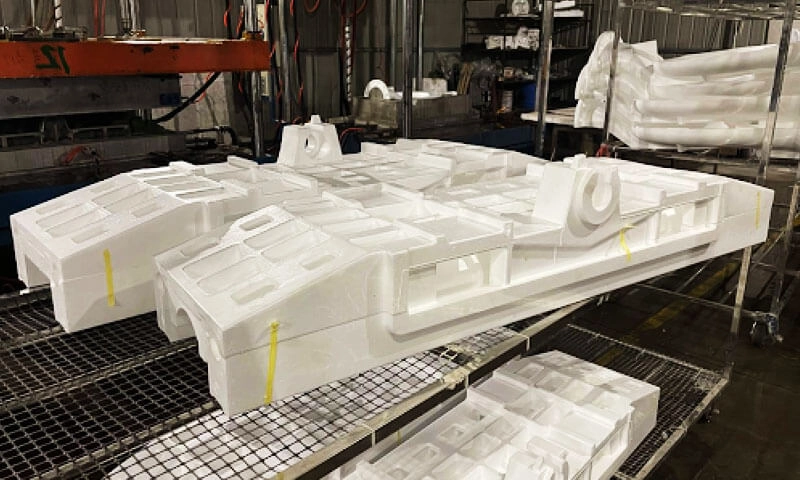
กระบวนการหล่อแบบโฟมพื้นฐานประกอบด้วยการสร้างแบบจำลองโฟม เคลือบผิวแบบจำลอง วางแบบจำลองลงในทรายที่ไม่ยึดเกาะ และเทโลหะหลอมเหลวลงไปเพื่อเปลี่ยนแบบจำลองให้กลายเป็นไอ สำหรับโรงหล่อที่ต้องการเงินทุนเริ่มต้นต่ำ จะใช้เครื่องจักรสร้างแบบจำลองจากโฟม และใช้การอัดขึ้นรูปด้วยมือแทนการซื้ออุปกรณ์หรือแม่พิมพ์อัตโนมัติ
ขั้นตอนที่ 1: ได้รับโฟม
โฟมโพลีสไตรีนขยายตัว (EPS) ใช้เป็นวัสดุหลัก ความหนาแน่นที่เหมาะสมอยู่ระหว่าง 1 ถึง 1.5 ปอนด์ต่อลูกบาศก์ฟุต สำหรับงานที่ต้องการควบคุมปริมาณคาร์บอนอย่างเข้มงวดในการหล่อเหล็ก โฟมโคพอลิเมอร์ที่ผสม EPS และโพลีเมทิลเมทาคริเลตจะให้ผลลัพธ์ที่ดี โฟมต้องอยู่ในรูปทรงบล็อกที่เหมาะสมกับการขึ้นรูปด้วยเครื่องจักร
ความปลอดภัยยังคงเป็นสิ่งสำคัญมาก โฟมต้องไม่มีสารหน่วงไฟ เพราะอาจทำให้เกิดการระเบิดระหว่างการเท ผู้จำหน่ายควรตรวจสอบให้แน่ใจว่าไม่มีสารหน่วงไฟอยู่ โรงหล่อควรทำการทดสอบการติดไฟด้วยตนเองเช่นกัน โฟมใหม่ต้องบ่มอย่างน้อยสามสัปดาห์เพื่อให้ขนาดคงที่และความชื้นที่เหลืออยู่ระเหยออกไป
ขั้นตอนที่ 2: เครื่องจักรรูปแบบ
เครื่อง CNC สร้างลวดลายจากบล็อกโฟม การควบคุมการป้อนวัสดุ ความเร็ว และความลึกของการตัดที่เหมาะสมจะช่วยป้องกันการฉีกขาด โดยเฉพาะอย่างยิ่งกับโฟมที่มีลักษณะเป็นเม็ด การใช้ความเร็วรอบแกนหมุนที่สูงขึ้นและการตัดที่เบาลงจะทำให้ได้พื้นผิวที่เรียบเนียนและเศษวัสดุขนาดเล็กแทนที่จะเป็นเม็ดโฟมที่ดึงรั้ง
การเปลี่ยนแปลงการออกแบบครอบคลุมเฉพาะการหดตัวของโลหะเท่านั้น ตัวรองรับทรายที่แข็งแรงจะช่วยขจัดปัญหาการเคลื่อนตัวของผนังแม่พิมพ์ โลหะผสมอะลูมิเนียมอาจต้องเพิ่มท่อส่งหรือใช้ช่องทางไหลของโลหะแทนท่อส่งเนื่องจากการหดตัวจากการแข็งตัวที่สูงกว่า โลหะผสมเหล็กโดยทั่วไปไม่จำเป็นต้องใช้ท่อส่ง วิธีนี้ช่วยให้สามารถเปลี่ยนแปลงจากแบบจำลอง CAD ไปเป็นแบบจริงได้อย่างรวดเร็ว
ขั้นตอนที่ 3: กาว
ชิ้นส่วนโฟมสามารถเชื่อมต่อกันได้อย่างง่ายดายเพื่อสร้างชิ้นส่วนประกอบที่ซับซ้อนซึ่งมีโครงสร้างภายในหรือชิ้นส่วนที่เกี่ยวกันได้ กาวธรรมดาก็ใช้ได้ดีสำหรับการทดลอง กาวร้อนชนิดพิเศษที่ผลิตขึ้นสำหรับโฟมจะให้การยึดติดที่แข็งแรงและสะอาดกว่า การใช้กาวในปริมาณเล็กน้อยจะช่วยลดก๊าซส่วนเกินและหลีกเลี่ยงปัญหาบนพื้นผิวของชิ้นงานหล่อที่เสร็จสมบูรณ์
ขั้นตอนที่ 4: การประชุม
ระบบการฉีดขึ้นรูปใช้แท่งเซรามิกที่ใช้แล้วทิ้งซึ่งติดกาวเข้ากับรางโฟมและทางเข้า ไม่มีอัตราส่วนการฉีดขึ้นรูปมาตรฐาน และต้องหลีกเลี่ยงจุดคอขวด แม่พิมพ์สามารถใช้จากแบบมาตรฐานหรือคัดลอกตามต้องการได้
การหล่ออะลูมิเนียมมักใช้การป้อนทรายจากด้านบน ในขณะที่เหล็ก เหล็กกล้า และทองเหลืองมักนิยมใช้การป้อนทรายจากด้านล่าง ชิ้นส่วนควรเอียงเล็กน้อยเพื่อช่วยให้ทรายไหลเข้าไปในทุกส่วนได้อย่างสะดวก ทรายจะเคลื่อนที่ขึ้นเนินได้ในระยะทางสั้นๆ เท่านั้น ดังนั้นการออกแบบจึงเน้นไปที่การเติมทรายโดยอาศัยแรงโน้มถ่วง การออกแบบช่องป้อนทรายที่ดีจะช่วยให้ทรายกระจายตัวอย่างสม่ำเสมอทั่วแบบจำลองและป้องกันการผสมกันของโลหะและทรายซึ่งจะทำให้การหล่อเสียคุณภาพ
ขั้นตอนที่ 5: การเคลือบ
สารเคลือบเฉพาะสำหรับงานหล่อเย็นแบบโฟมละลายจะสร้างชั้นกั้นที่มีรูพรุน ชั้นกั้นนี้จะยึดทรายไว้และปล่อยให้ก๊าซระเหยออกไป สูตรสำเร็จรูปพร้อมใช้งานช่วยให้การทำงานง่ายขึ้น การผสมแบบกำหนดเองต้องใช้เครื่องวัดความหนืดเพื่อรักษาความสม่ำเสมอ การผสมอย่างทั่วถึงเกิดขึ้นก่อนใช้งานทันทีเพื่อป้องกันการตกตะกอน การใช้งานทำได้โดยการจุ่มหรือเท
การผสมมากเกินไปจะทำให้เกิดฟองอากาศ ซึ่งก่อให้เกิดข้อบกพร่องในการเคลือบและปัญหาที่พื้นผิว ความหนาที่สม่ำเสมอเป็นสิ่งสำคัญสำหรับการหล่อชิ้นงานที่ปราศจากข้อบกพร่อง
ขั้นตอนที่ 6: การอบแห้ง
 ความชื้นในสารเคลือบอาจทำให้เกิดรอยไหม้หรือตำหนิจากไอน้ำได้ วิธีการทำให้แห้งมีตั้งแต่การใช้พัดลมเป่าลมธรรมดาไปจนถึงห้องควบคุมอุณหภูมิและความชื้น การเลือกใช้วิธีใดขึ้นอยู่กับสภาพอากาศในท้องถิ่นและสภาพของสถานที่นั้นๆ
ความชื้นในสารเคลือบอาจทำให้เกิดรอยไหม้หรือตำหนิจากไอน้ำได้ วิธีการทำให้แห้งมีตั้งแต่การใช้พัดลมเป่าลมธรรมดาไปจนถึงห้องควบคุมอุณหภูมิและความชื้น การเลือกใช้วิธีใดขึ้นอยู่กับสภาพอากาศในท้องถิ่นและสภาพของสถานที่นั้นๆ
ขั้นตอนที่ 7: การตรวจสอบการเคลือบ
รอยแตกในชั้นเคลือบที่แห้งแล้วจะนำไปสู่การไหม้ของทรายหรือการยุบตัวของแม่พิมพ์ การตรวจสอบจะช่วยระบุปัญหาเพื่อให้สามารถแก้ไขได้อย่างตรงจุด การเคลือบซ้ำมากเกินไปอาจกักเก็บก๊าซและดันโลหะกลับเข้าไปในท่อส่ง การใช้สารเติมเต็มที่มีส่วนประกอบของเซอร์คอนจะช่วยซ่อมแซมรอยแตกเล็กๆ โดยไม่ต้องเคลือบใหม่ทั้งหมด
ขั้นตอนที่ 8: การบีบอัด
การอัดแน่นด้วยมือเข้ามาแทนที่สายการผลิตอัตโนมัติที่มีราคาแพง โดยใช้ถังเหล็กขนาด 55 แกลลอนที่ดัดแปลงแล้วเป็นภาชนะพื้นฐาน จากนั้นจึงเติมทรายแห้งหรือเม็ดเซรามิกที่ไม่ยึดเกาะลงไปในภาชนะ ชั้นแรกๆ จะแข็งตัวขึ้นจากการใช้ค้อนทุบซ้ำๆ
โครงสร้างโฟมเคลือบผิวจะวางอยู่บนชั้นฐาน จากนั้นค่อยๆ เททรายหรือเม็ดบีดลงไปพร้อมกับการอัดแน่น วิธีนี้จะช่วยให้วัสดุไหลไปรอบๆ รูปทรงต่างๆ ได้โดยไม่ทำลายผิวเคลือบ ส่วนที่บางจะต้องมีการเติมวัสดุอย่างสมดุลเพื่อป้องกันการบิดเบี้ยว ชั้นดินทับถมอย่างน้อย 10 นิ้วจะช่วยหยุดการลอยตัวและรักษารูปทรงให้คงที่
ขั้นตอนที่ 9: การหล่อ
การหลอมเป็นไปตามขั้นตอนการหล่อโลหะทั่วไป ส่วนการเทโลหะต้องใช้ความร้อนสูงกว่าปกติ ประมาณ 50 ถึง 100 องศาฟาเรนไฮต์ สูงกว่ามาตรฐาน เพื่อให้โฟมระเหยหมด ความร้อนสูงเกินไปอาจทำให้เหล็กเดือดหรือเกิดออกซิเดชันในอะลูมิเนียมมากขึ้น
การเทอย่างรวดเร็วจะทำให้ปากภาชนะเต็มอยู่เสมอ และใช้แรงกดจากโลหะต้านแรงดันแก๊ส เปลวไฟที่ภาชนะแสดงให้เห็นถึงการเผาไหม้ของสไตรีนตามปกติ การเทอย่างช้าๆ จะเพิ่มโอกาสที่ภาชนะจะยุบตัวหรือระเบิดได้
ขั้นตอนที่ 10: เสร็จสิ้น
ชิ้นงานหล่อจะเย็นตัวลงจนสามารถถอดออกจากแม่พิมพ์ได้ภายใน 30 นาทีสำหรับอะลูมิเนียม หรือหนึ่งชั่วโมงสำหรับโลหะผสมเหล็ก แม่พิมพ์ที่เป็นฉนวนบางครั้งช่วยให้เกิดการอบอ่อนตัวเองในโลหะบางชนิด การตกแต่งผิวชิ้นงานคล้ายกับการหล่อทราย แต่ใช้เวลาในการพ่นทรายน้อยกว่ามาก เนื่องจากพื้นผิวที่ได้จะเรียบเนียนกว่า
การทำงานที่ประสบความสำเร็จจะทำให้ได้ชิ้นส่วนที่สะอาดและมีความแม่นยำสูง ส่วนความล้มเหลวมักจะทำให้เกิดชิ้นงานที่มีรูปร่างไม่สม่ำเสมอและมีรอยไหม้มาก ซึ่งมีโอกาสน้อยที่จะแก้ไขได้
พร้อม, ตั้ง, ไป
โรงหล่อที่ต้องการต้นแบบอย่างรวดเร็วหรือการผลิตในปริมาณน้อย สามารถเริ่มต้นได้ง่ายด้วยการหล่อแบบโฟมที่ขึ้นรูปด้วยเครื่องจักรและการอัดแน่นด้วยมือ วิธีนี้เข้ากันได้กับกระบวนการหลอม การเท และการตกแต่งที่มีอยู่แล้ว และต้องการการเปลี่ยนแปลงอุณหภูมิเพียงเล็กน้อย การทดลองใช้เศษโลหะหรือโลหะที่ผสมแล้ว ดังนั้นต้นทุนในช่วงเริ่มต้นจึงต่ำมาก
วิธีการนี้ใช้ได้ผลดีสำหรับการผลิตจำนวนไม่เกิน 100 ชิ้น สำหรับปริมาณการผลิตที่มากขึ้น อาจต้องใช้เครื่องมือเฉพาะและระบบอัตโนมัติในภายหลัง การใช้กรรมวิธีแบบแมนนวลก่อน ช่วยให้โรงหล่อสามารถทดสอบและตรวจสอบตลาดได้ โรงหล่อสามารถพัฒนาศักยภาพของตนเองได้โดยไม่ต้องเปลี่ยนแปลงโครงสร้างพื้นฐานมากนัก และเตรียมพร้อมสำหรับงานที่ซับซ้อนและมีมูลค่าสูง
คำถามที่พบบ่อย
โลหะชนิดใดบ้างที่ใช้ได้กับการหล่อแบบโฟมหาย (lost foam casting) ที่ใช้ต้นทุนต่ำ?
เหล็ก เหล็กกล้า อลูมิเนียม และทองเหลือง ล้วนสามารถปรับตัวเข้ากับกระบวนการขึ้นรูปโฟมด้วยมือได้อย่างง่ายดาย
การเริ่มต้นการทดลองโฟมแบบสูญหายมีค่าใช้จ่ายเท่าไหร่?
ค่าใช้จ่ายหลักได้แก่ วัสดุโฟม วัสดุเคลือบ และกาวพื้นฐาน อุปกรณ์ CNC และเตาหลอมที่มีอยู่แล้วช่วยลดการลงทุนเพิ่มเติม
การผลิตชิ้นงานด้วยวิธีหล่อโฟมโดยไม่ใช้เครื่องจักร สามารถทำได้ตามค่าความคลาดเคลื่อนระดับใดบ้าง?
ค่าความคลาดเคลื่อนโดยทั่วไปอยู่ที่ +/- 0.003 นิ้วต่อนิ้ว โดยสามารถได้ผลลัพธ์ที่แม่นยำยิ่งขึ้นได้ด้วยการปรับรูปแบบและการอัดแน่นให้เหมาะสม
จำเป็นต้องมีการฝึกอบรมพิเศษสำหรับการฉีดโฟมเพื่อตรวจวิเคราะห์หรือไม่?
การขึ้นรูปด้วยระบบเกตติ้งแตกต่างจากการหล่อทรายแบบดั้งเดิม การให้ความสำคัญกับการไหลของทราย มุมเอียง และการหลีกเลี่ยงการเติมทรายขึ้นด้านบน จะช่วยให้การขึ้นรูปประสบความสำเร็จ
สามารถใช้แทนการผลิตแบบ Additive Manufacturing (การผลิตด้วยโฟมแบบสูญหาย) สำหรับการสร้างต้นแบบได้หรือไม่?
ใช่แล้ว แม่พิมพ์โฟมที่ขึ้นรูปด้วยเครื่องจักรช่วยให้สามารถสร้างต้นแบบโลหะได้อย่างรวดเร็ว แม่นยำ และมีต้นทุนที่แข่งขันได้สำหรับรูปทรงเรขาคณิตหลายแบบ
พันธมิตรกับผู้ผลิตอุปกรณ์หล่อโฟมสูญหายที่เชื่อถือได้
โรงหล่อที่ต้องการขยายขนาดการผลิตด้วยวิธีหล่อโฟมให้เกินกว่าการผลิตต้นแบบ จะได้รับประโยชน์จากการร่วมมือกับผู้ให้บริการอุปกรณ์ที่มีชื่อเสียง เทคโนโลยี OC บริษัทแห่งนี้เป็นผู้ผลิตและผู้จำหน่ายอุปกรณ์หล่อโฟมอัจฉริยะระดับไฮเอนด์ระดับมืออาชีพ โดยเชี่ยวชาญด้านโซลูชันสำหรับพื้นที่สีขาว (white-zone) ในฐานะองค์กรไฮเทคระดับชาติและพันธมิตรของสมาคมอุตสาหกรรมหล่อโฟมแห่งประเทศจีน บริษัทได้ผสานรวมเทคโนโลยี EPS ขั้นสูงเข้ากับสิทธิบัตรเฉพาะของตน เพื่อส่งมอบเครื่องขึ้นรูปโฟมอัตโนมัติ เครื่องขยายตัวก่อนขึ้นรูป ระบบดูดฝุ่นส่วนกลาง เครื่องผสมสีแบบยก เครื่องอบแห้งอากาศ ไซโลบ่ม และสายการผลิตแบบครบวงจรสำหรับทั้งการดำเนินงานในพื้นที่สีขาวและพื้นที่สีเหลือง (yellow-zone)
ระบบเหล่านี้เน้นประสิทธิภาพสูง คุณภาพ และการใช้พลังงานต่ำ ช่วยสนับสนุนโรงหล่อทั่วโลกในการเปลี่ยนจากการทดลองด้วยมือไปสู่การผลิตอัตโนมัติปริมาณมาก ตัวอย่างเช่น สายการผลิตครบวงจรที่รองรับการผลิตหลายพันตันต่อปีสำหรับชิ้นส่วนยานยนต์ ชิ้นส่วนทางการเกษตร และชิ้นส่วนเครื่องใช้ไฟฟ้า
สำหรับโรงหล่อที่พร้อมจะอัปเกรดหรือขยายกิจการ ติดต่อ OC Technology เพื่อสำรวจหาโซลูชันอุปกรณ์หล่อโฟมแบบปรับแต่งได้ตามความต้องการ ซึ่งสอดคล้องกับเป้าหมายการผลิต