फोम कास्टिंग खो गयावाष्पीकरण पैटर्न कास्टिंग या ईपीसी के रूप में भी जाना जाता है, धातु कास्ट करने का एक सटीक और कुशल तरीका है। यह बहुत कम अतिरिक्त मशीनिंग की आवश्यकता के साथ जटिल भाग बनाता है। इस विधि का मुख्य हिस्सा फोम पैटर्न है। यह पैटर्न मोल्ड स्पेस को आकार देता है और जब गर्म धातु इसे छूती है तो वाष्प में बदल जाता है। सही फोम चुनने से कास्ट भाग की गुणवत्त यह सतह की चिकनाई, आकार की सटीकता और पूरी प्रक्रिया कितनी अच्छी तरह से चल रही है को प्रभावित करता है।
उद्योग में अधिकांश लोग मुख्य फोम के रूप में विस्तारित पॉलीस्टायरीन (ईपीएस) का उपयोग करते हैं फोम कास्टिंग खो गयायह टुकड़ा फोम लोगों को चुनते हैं, उनकी महत्वपूर्ण विशेषताएं, पैटर्न बनाने के तरीके, फोम चुनने के लिए नियम, यह प्रक्रिया में कैसे फिट होता है, और इन विवरणों को जानने से कारखानों को अपने खोए गए फोम कास्टिंग कार्य में सुधार करने की अनुमति मिलती है। वे इसका उपयोग कार पार्ट्स, मशीन टुकड़
खोई हुई फोम कास्टिंग प्रक्रिया को समझना
खोया फोम कास्टिंग के लिए फोम पैटर्न डिजाइन
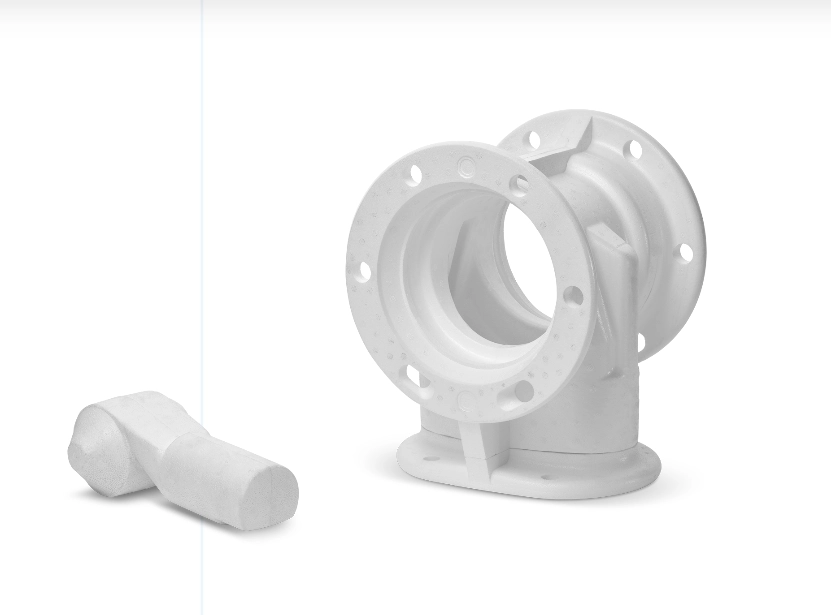
खोए गए फोम कास्टिंग प्रक्रिया तब शुरू होती है जब श्रमिक फोम पैटर्न बनाते हैं। यह पैटर्न अंतिम भाग के आकार से मेल खाता है। इसमें अंदर चैनल और मुश्किल विवरण शामिल हैं।
अग्निरोधक कोटिंग और सूखी रेत मोल्ड तैयारी
श्रमिकों ने पैटर्न पर एक पतली अग्निरोधक कोटिंग डाली। फिर उन्होंने इसे एक बोतल के भीतर ढीले सूखे रेत में डाल दिया। गर्म धातु गेटिंग सिस्टम के माध्यम से डालती है। यह फोम को जला देता है और कास्ट हिस्सा बनाने के लिए खाली जगह भर देता है।
गुहा-कम खोया फोम कास्टिंग विधि के लाभ
गुहा के बिना यह विधि नियमित कोर और विभाजन रेखाओं से छुटकारा पाती है। यह अंतिम आकार के करीब भागों की अनुमति देता है। फोम पैटर्न को कोटिंग और रेत दबाने के दौरान मजबूत रहने की आवश्यकता होती है। फिर भी इसे पूरी तरह से तोड़ दिया जाना चाहिए बिना पीछे बिट छोड़ने के।
खोए गए फोम कास्टिंग प्लांट में उत्पादन क्षेत्र
खोए गए फोम कास्टिंग के लिए सही फोम गैसों को आसानी से बचने देता है। यह छेद या कार्बन निशान जैसी समस्याओं को रोकता है। यह बड़े उत्पादन रन के लिए भी अच्छी तरह से काम करता है। सफेद क्षेत्र पैटर्न बनाने को संभालता है। पीला क्षेत्र कोटिंग से संबंधित है। काला क्षेत्र रेत और डालने की देखभाल करता है।
खोए गए फोम कास्टिंग में प्राथमिक फोम सामग्री: विस्तारित पॉलीस्टायरीन (ईपीएस)
खोए गए फोम कास्टिंग में विस्तारित पॉलीस्टायरीन का उपयोग क्यों किया जाता है
विस्तारित पॉलीस्टायरीन (ईपीएस) अधिकांश खोए गए फोम कास्टिंग सेटअप में सामान्य फोम सामग्री है।
ईपीएस फोम मोती की संरचना और संरचना
ईपीएस में लगभग 2.5% पॉलीस्टायरीन और 97.5% हवा होती है। लोग एक मोल्ड में भाप के साथ छोटे पॉलीस्टायरीन मोतियों का विस्तार करते हैं। हल्की संरचना अच्छा आकार नियंत्रण और साफ जलाने देती है।
धातु डालने के दौरान ईपीएस वाष्पीकरण व्यवहार
जब कास्टिंग होता है, तो EPS गैस में बदल जाता है। गैस खुले रेत मोल्ड के माध्यम से छोड़ती है। यह कोई ठोस अपशिष्ट नहीं छोड़ता है यदि परिस्थितियां सही रहती हैं।
ईपीएस फोम पैटर्न के साथ प्राप्त कास्टिंग प्रेसिजन
यह स्वच्छ जलने से ईपीएस एल्यूमीनियम, लचीले लोहे, ग्रे लोहे और कुछ स्टील मिश्र धातु के लिए अच्छा होता है। ईपीएस पैटर्न अक्सर ± 0.005 मिमी / मिमी के भीतर तंग आकार रखते हैं। वे 2.5 से 25 माइक्रोमीटर आरएमएस तक सतह खत्म करते हैं। ईपीएस जैसे कारखाने क्योंकि इसकी लागत कम है, पुनर्नवीन
खोए गए फोम कास्टिंग में फोम के लिए आवश्यक प्रमुख गुण
कास्टिंग पैटर्न के लिए ईपीएस फोम घनत्व आवश्यकताएं
अच्छे खोए गए फोम कास्टिंग को कुछ फोम सुविधाओं की आवश्यकता होती है। फोम को चलने, कोटिंग और रेत दबाने को संभालना चाहिए। इसे पूरी तरह जलाने की भी आवश्यकता है। घनत्व मुख्य चीजों में से एक है।
पैटर्न के लिए ईपीएस फोम आमतौर पर 1.4 और 5.0 पाउंड प्रति घन फुट (पीसीएफ) के बीच गिरता है। 1.4 पीसीएफ से कम घनत्व जटिल आकारों के लिए बहुत कमजोर हो जाते हैं। वे कोटिंग या हिलाने के दौरान झुक सकते हैं। 2.0 से 3.0 पीसीएफ के घनत्व कई नौकरियों के लिए ताकत और जलने की गति का एक अच्छा मिश्रण प्रदान करते हैं।
सेल संरचना और आयामी स्थिरता
आकार स्थिरता कोटिंग वजन या रेत बल से झुकना बंद करती है। फोम को सेल आकार की भी आवश्यकता होती है। यह गैस स्पॉट्स से बचता है जो खराब सतहों का कारण बनते हैं।
फोम पैटर्न की मशीनिबिलिटी और थर्मल प्रदर्शन
अच्छी काटने से श्रमिक गर्म तार उपकरण या सीएनसी मशीनों के साथ पैटर्न को आकार देते हैं। गर्मी प्रतिरोध धातु पहुंचने तक आकार बनाए रखता है।
पर्यावरण और उत्सर्जन विचार
कार्बन या सल्फर बिट्स के बिना साफ जलाना लोहे की धातुओं के लिए बहुत महत्वपूर्ण है। अशुद्धताएं दोष या छेद का कारण बनती हैं। इको चिंताएं कम खराब गैसों और पुनर्चक्रण विकल्पों के साथ फोम के लिए धक्का देती हैं।
ये सुविधाएं एक साथ फोम पैटर्न को विस्तृत डिजाइन की कॉपी करने देती हैं। पारंपरिक तरीके उन्हें सस्ता नहीं बना सकते।
खोए गए फोम कास्टिंग के लिए फोम पैटर्न कैसे बनाए जाते हैं
ईपीएस मोती पूर्व-फोमिंग प्रक्रिया
पैटर्न बनाना खोए गए फोम कास्टिंग प्लांट के सफेद क्षेत्र में होता है। विशेष मशीनें मोती को संसाधित करती हैं और उन्हें मोल्ड करती हैं। कच्चे ईपीएस मोती पहले पूर्व-फोमिंग इकाइयों में जाते हैं। वहां, भाप और दबाव उन्हें नियंत्रण के तहत आवश्यक घनत्व तक विस्तारित करते हैं।
सिलोस में मोती उम्र बढ़ने और परिपक्वता
विस्तारित मोती सिलो में आराम करती हैं। वे स्थिर नमी और दबाव तक पहुंचते हैं। यह चरण बेहतर पैटर्न ताकत बनाता है और कोटिंग छड़ी में मदद करता है।
फोम मोल्डिंग मशीनों के साथ ईपीएस पैटर्न मोल्डिंग
विस्तारित मोती फोम मोल्डिंग मशीनों में जाती है। इनमें हाइड्रोलिक पार्ट्स और वैक्यूम कूलिंग हैं। मशीनें एल्यूमीनियम उपकरणों में मोती धकेलती हैं। वे सटीक गर्मी और दबाव चरणों का उपयोग करते हैं। यह एक में सटीक पैटर्न बनाता है।
सीएनसी काटना और ईपीएस ब्लॉक प्रसंस्करण
फोम शीट मशीनें बड़े ईपीएस ब्लॉक बनाती हैं। श्रमिकों ने उन्हें हाथ से या विशेष आकारों के लिए सीएनसी के साथ काटा।
खोए गए फोम पैटर्न उत्पादन लाइनों में स्वचालन
केंद्रीय वैक्यूम सिस्टम मोल्डिंग और शीतलन के दौरान स्थिर रूप से कम दबाव रखते हैं। यह आकार परिवर्तन को रोकता है और ऊर्जा की बचत करता है। आधुनिक सफेद क्षेत्र की लाइनें स्थिर घनत्व और त्वरित उपकरण स्विच के लि तेजी से उत्पादन का समर्थन करते हैं। अच्छा पैटर्न बनाना खोए गए फोम कास्टिंग में कोटिंग समानता और अंतिम कास्ट गुणवत्ता को प्रभावित करता है।
खोए गए फोम कास्टिंग पैटर्न के लिए क्या घनत्व फोम आदर्श है?
एल्यूमीनियम कास्टिंग के लिए अनुशंसित ईपीएस घनत्व
घनत्व विकल्प भाग के आकार, धातु के प्रकार और आउटपुट मात्रा पर निर्भर करता है। सरल एल्यूमीनियम भाग 1.4 से 2.0 पीसीएफ ईपीएस के साथ अच्छी तरह से काम करते हैं। यह पर्याप्त ताकत और जलाने की तेजी से प्रदान करता है।
लोहे और इस्पात कास्टिंग के लिए घनत्व सीमा
जटिल लोहे या इस्पात के भाग 2.5 से 4.0 पीसीएफ घनत्व के साथ बेहतर करते हैं। यह मोटी कोटिंग्स और उच्च गर्मी डालने से झुकने का विरोध करता है।
कास्टिंग गुणवत्ता के लिए फोम घनत्व का अनुकूलन
बहुत घना फोम जलाने को धीमा करता है और गैस की मात्रा बढ़ाता है। यह दबाव की समस्याओं का खतरा है। बहुत कम घनत्व हैंडलिंग कठिन बनाते हैं और ब्रेक का कारण बनते हैं।
कारखाने वास्तविक परिस्थितियों में विभिन्न घनत्वों के साथ नमूनों का परीक्षण करते हैं। यह सबसे अच्छा रेंज पाता है। उन्नत सॉफ्टवेयर जलाने की भविष्यवाणी करता है और पूर्ण रन से पहले घनत्व चुनने में मदद करता है।
लॉस्ट फोम कास्टिंग में ईपीएस फोम बनाम अन्य सामग्री
एक्सट्रूडेड पॉलीस्टायरीन (एक्सपीएस) फोम
ईपीएस खोए गए फोम कास्टिंग में नेतृत्व करता है क्योंकि यह परिणामों और लागत को संतुलित करता है। लेकिन एक्सट्रूडेड पॉलीस्टायरीन (एक्सपीएस) कुछ मामलों में एक और विकल्प के रूप में काम करता है।
एक्सपीएस में एक्सट्रूज़न से एक बंद-सेल निर्माण है। यह विस्तृत परीक्षण टुकड़ों के लिए चिकनी चेहरे और बेहतर दबाव पकड़ता है। फिर भी, एक्सपीएस की कीमत अधिक है और ईपीएस की तुलना में थोड़ा धीमा जल जाता है।
उच्च तापमान स्टील कास्टिंग के लिए पीएमएमए फोम
उच्च ग्रेड polymethacryl methacrylate (PMMA) फोम उच्च गर्मी स्टील कास्टिंग के लिए फिट होता है। यह बेहतर आकार और सटीकता प्रदान करता है। यह उच्च कीमत के लिए बनाता है।
क्यों Polyurethane फोम शायद ही कभी उपयोग किया जाता है
पॉलीयूरेथेन फोम शेष बिट्स और गैस चिंताओं के कारण बहुत कम उपयोग देखता है। अधिकांश कारखाने के काम के लिए, ईपीएस खोए गए फोम कास्टिंग के लिए शीर्ष विकल्प बना हुआ है। इसका बड़े पैमाने पर सेटिंग्स में एक मजबूत इतिहास है।
खोए गए फोम कास्टिंग में उच्च गुणवत्ता वाले फोम का उपयोग करने के लाभ
निकट-नेट-शेप विनिर्माण लाभ
अच्छे फोम पैटर्न कई कार्य लाभ लाते हैं। लगभग अंतिम आकार मशीनिंग को 50% तक कटौती करता है। इससे अपशिष्ट और समाप्त लागत कम हो जाती है।
कोर के बिना बेहतर डिजाइन लचीलापन
कोर या अतिरिक्त चरणों के बिना जटिल अंदर सुविधाएं बनाती हैं। यह डिजाइन को आसान बनाता है और शुरू करने के लिए समय कम करता है।
ऊर्जा दक्षता और पर्यावरणीय लाभ
चिकनी सतहें अतिरिक्त काम को काटती हैं। ऊर्जा का उपयोग गिर जाता है क्योंकि विधि सूखी रेत का उपयोग करती है और बाइंडर ह
पुनर्नवीनीकरण योग्य फोम और कम रेत अपशिष्ट के साथ इको प्रभाव कम हो जाते हैं। स्थिर फोम लक्षण बड़े रनों पर समान गुणवत्ता प्रदान करते हैं। यह उन क्षेत्रों में मदद करता है जिन्हें सटीक आकार और साफ कास्टिंग की आवश्यकता होती है।

उचित फोम के साथ खोए गए फोम कास्टिंग के सामान्य अनुप्रयोग
ऑटोमोटिव खो फोम कास्टिंग अनुप्रयोग
अच्छे ईपीएस फोम के साथ खोया फोम कास्टिंग कई क्षेत्रों में फिट होता है। कार निर्माता इंजन ब्लॉक, सिलेंडर हेड, सेवन मैनिफोल्ड और विस्तृत शीतलन पथों के साथ निलंबन टुकड़ों का उत्पादन करते हैं।
भारी मशीनरी और औद्योगिक उपकरण
खेत और निर्माण मशीन निर्माता गियरबॉक्स आवास, पंप बॉडी और मजबूत ब्रैकेट बनाते हैं।
एयरोस्पेस और प्रेसिजन मशीनरी घटक
यह विधि हल्के संरचनात्मक भागों के लिए एयरोस्पेस में अच्छी तरह से काम करती है। यह वाल्व बॉडी और कंप्रेसर हाउसिंग के लिए सामान्य मशीनों के लिए भी अनुकूल है।
प्रोटोटाइप विकास और उच्च मात्रा में उत्पादन
एक ही हिस्सों के बड़े रन पैसे बचाते हैं। तेजी से पैटर्न काटने से प्रोटोटाइप कार्य लाभ। पतली दीवारों और अंडरकाट के लिए इस विधि की तरह क्षेत्र। नियमित रेत कास्टिंग उन्हें सस्ता नहीं बना सकता।
खोए गए फोम कास्टिंग के लिए फोम उपयोग में चुनौतियां और सर्वोत्तम अभ्यास
सामान्य फोम पैटर्न समस्याएं
संभावित मुद्दों में स्थानांतरित होने के दौरान कमजोर पैटर्न, असमान घनत्व से कोटिंग दोष और फंसी गई गैस शामिल हैं यदि
ईपीएस पैटर्न उत्पादन के लिए सर्वोत्तम अभ्यास
सबसे अच्छा तरीका इन्हें स्पष्ट तरीकों से ठीक करता है। घनत्व के लिए मोती पूर्व-विस्तार पर तंग नियंत्रण रखें। ऑटो मिक्सर और ड्रायर के साथ सही मोटाई पर अप्रतिरोधी कोटिंग्स लगाएं। पैटर्न डिजाइन में नियोजित वेंट और राइजर जोड़ें।
प्रक्रिया निगरानी और सिमुलेशन अनुकूलन
पैटर्न और प्रक्रिया ट्रैकिंग पर नियमित जांच दोषों को रोकती है। सिमुलेशन उपकरण धातु प्रवाह और फोम टूटने का अनुमान लगाते हैं। वे श्रमिकों को रन से पहले सेटिंग्स ट्यून करने देते हैं।
फोम भंडारण और आराम की स्थिति पर कर्मचारियों का प्रशिक्षण सामग्री को अच्छा रखता है। ये चरण खोए गए फोम कास्टिंग में फोम से अधिकतम प्राप्त करते हैं। वे उच्च कास्ट सफलता दर बनाए रखते हैं।
स्थापित प्रदाता जैसे ओसी प्रौद्योगिकी उच्च गुणवत्ता वाले फोम पैटर्न का उत्पादन करने और खोए गए फोम कास्टिंग लाइनों को पूरा करने के लिए आवश्यक उपकरणों में विशेषज उनकी पेशकश में ईपीएस ब्लॉक मोल्डिंग मशीनें, पूर्व-फोमिंग मशीनें, फोम मोल्डिंग मशीनें, एयर ड्रायर, केंद्रीय वैक्यूम सिस्टम, लिफ्ट-प्रकार के पेंट मिक् ओसी टेक्नोलॉजी से संपर्क करें आज



