Casting busa yang hilang, juga dikenal sebagai penguapan pola casting atau EPC, adalah cara yang tepat dan efisien untuk casting logam. Ini membuat bagian kompleks dengan sangat sedikit pemesinan ekstra yang dibutuhkan. Bagian utama dari metode ini adalah pola busa. Pola ini membentuk ruang cetakan dan berubah menjadi uap ketika logam panas menyentuhnya. Memilih busa yang tepat membantu mengontrol kualitas bagian cor. Hal ini mempengaruhi kelancaran permukaan, akurasi ukuran, dan seberapa baik seluruh proses berjalan.
Kebanyakan orang di industri menggunakan polistirena diperluas (EPS) sebagai busa utama untuk casting busa yang hilang. Potongan ini melihat busa yang dipilih orang, fitur penting mereka, cara membuat pola, aturan untuk memilih busa, bagaimana cocok dengan proses, dan hasil yang baik yang dibawanya. Mengetahui rincian ini memungkinkan pabrik meningkatkan pekerjaan pengecoran busa hilang mereka. Mereka menggunakannya untuk suku cadang mobil, potongan mesin, dan barang-barang lainnya yang membutuhkan akurasi tinggi.
Memahami proses casting busa yang hilang
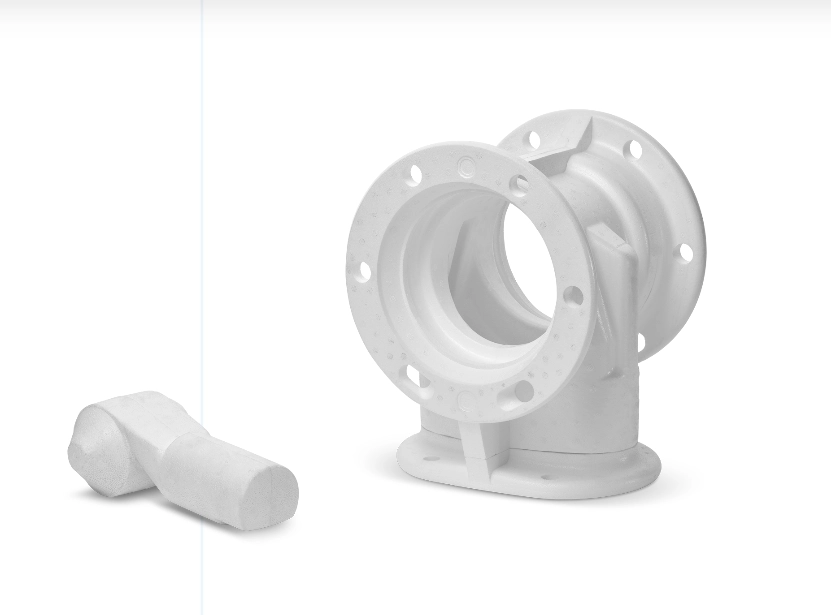
Desain Pola Busa untuk Lost Foam Casting
Proses pengecoran busa yang hilang dimulai ketika pekerja membuat pola busa. Pola ini cocok dengan bentuk bagian akhir. Ini termasuk saluran dalam dan rincian rumit.
Lapisan tahan api dan persiapan cetakan pasir kering
Pekerja menempatkan lapisan tahan api tipis pada pola. Kemudian mereka menempatkannya di pasir kering yang longgar di dalam botol. Logam panas menuangkan melalui sistem gerbang. Ini membakar busa dan mengisi ruang kosong untuk membuat bagian cor.
Keuntungan dari Cavity-Less Lost Foam Casting Method
Metode ini tanpa rongga menyingkirkan inti biasa dan garis pemisahan. Hal ini memungkinkan bagian dekat dengan bentuk akhir. Pola busa perlu tetap kuat selama pelapisan dan penekan pasir. Namun, harus hancur sepenuhnya tanpa meninggalkan potongan di belakang.
Daerah Produksi di Pabrik Casting Busa Hilang
Busa yang benar untuk pengecoran busa hilang memungkinkan gas melarikan diri dengan mudah. Ini menghentikan masalah seperti lubang atau tanda karbon. Ini juga berfungsi dengan baik untuk produksi besar. Area putih menangani pembuatan pola. Daerah kuning berurusan dengan lapisan. Area hitam mengurus pasir dan menuangkan.
Bahan busa utama dalam Lost Foam Casting: Polystyrene yang diperluas (EPS)
Mengapa Polystyrene diperluas digunakan dalam Lost Foam Casting
Polistyrene diperluas (EPS) adalah bahan busa biasa dalam sebagian besar pengaturan pengecoran busa hilang.
Struktur dan Komposisi Manik-manik Busa EPS
EPS memiliki sekitar 2,5% polystyrene dan 97,5% udara. Orang memperluas manik-manik polistirena kecil dengan uap dalam cetakan. Struktur ringan memberikan kontrol ukuran yang baik dan pembakaran bersih.
Perilaku Penguapan EPS Selama Tuangkan Logam
Ketika pengecoran terjadi, EPS berubah menjadi gas. Gas meninggalkan melalui cetakan pasir terbuka. Tidak meninggalkan limbah padat jika kondisi tetap benar.
Presisi Casting Tercapai dengan Pola Busa EPS
Pembakaran bersih ini membuat EPS baik untuk aluminium, besi ductile, besi abu-abu, dan beberapa paduan baja. Pola EPS memegang ukuran ketat, sering dalam ± 0,005 mm / mm. Mereka memberikan permukaan selesai dari 2,5 hingga 25 μm RMS. Pabrik seperti EPS karena biaya lebih rendah, dapat didaur ulang, dan hadir sebagai manik-manik untuk produksi besar.
Properti utama yang diperlukan untuk busa dalam Lost Foam Casting
Persyaratan Kepadatan Busa EPS untuk Pola Casting
Casting busa hilang yang baik membutuhkan fitur busa tertentu. Busa harus menangani bergerak, lapisan, dan pasir menekan. Ini juga membutuhkan pembakaran penuh. Densitas adalah salah satu hal utama.
Busa EPS untuk pola biasanya jatuh antara 1,4 dan 5,0 pon per kaki kubik (pcf). Kepadatan di bawah 1,4 pcf menjadi terlalu lemah untuk bentuk yang kompleks. Mereka dapat membungkuk selama pelapisan atau goyang. Kepadatan dari 2,0 hingga 3,0 pcf menawarkan campuran yang baik dari kekuatan dan kecepatan pembakaran untuk banyak pekerjaan.
Struktur Sel dan Stabilitas Dimensi
Stabilitas ukuran berhenti membungkuk dari berat lapisan atau kekuatan pasir. Buih bahkan membutuhkan ukuran sel. Hal ini menghindari bintik gas yang menyebabkan permukaan yang buruk.
Machinability dan kinerja termal dari pola busa
Pemotongan yang baik memungkinkan pekerja membentuk pola dengan alat kawat panas atau mesin CNC. Ketahanan panas menjaga bentuk sampai logam tiba.
Pertimbangan lingkungan dan emisi
Pembakaran bersih tanpa bit karbon atau belerang sangat penting untuk logam besi. Kekotoran menyebabkan cacat atau lubang. Eco keprihatinan mendorong busa dengan gas buruk rendah dan pilihan daur ulang.
Fitur-fitur ini bersama-sama membiarkan pola busa menyalin desain rinci. Cara tradisional tidak bisa membuatnya murah.
Bagaimana Pola Busa Dibuat untuk Lost Foam Casting
Proses Pre-Foaming Manik EPS
Pembuatan pola terjadi di area putih dari pabrik pengecoran busa yang hilang. Mesin khusus memproses manik-manik dan membentuknya. Manik-manik EPS mentah masuk ke unit pra-busa terlebih dahulu. Di sana, uap dan tekanan memperluasnya ke kepadatan yang diperlukan di bawah kontrol.
Penuaan dan Dewasaan Manik di Silos
Manik-manik yang diperluas beristirahat di silo. Mereka mencapai kelembaban dan tekanan yang stabil. Langkah ini membangun kekuatan pola yang lebih baik dan membantu lapisan tetap.
EPS Pattern Molding dengan Mesin Molding Busa
Manik-manik yang diperluas bergerak ke mesin cetakan busa. Ini memiliki bagian hidrolik dan pendinginan vakum. Mesin mendorong manik-manik ke dalam alat aluminium. Mereka menggunakan langkah panas dan tekanan yang tepat. Ini membuat pola yang akurat dalam satu kali.
Pemotongan CNC dan Pemrosesan Blok EPS
Mesin lembaran busa membuat blok EPS besar. Pekerja memotongnya dengan tangan atau dengan CNC untuk bentuk khusus.
Otomatisasi dalam Lost Foam Pattern Production Lines
Sistem vakum sentral menjaga tekanan rendah yang stabil selama cetakan dan pendinginan. Hal ini menghentikan perubahan bentuk dan menghemat energi. Garis area putih modern menggunakan otomatisasi untuk kepadatan yang stabil dan saklar alat yang cepat. Mereka mendukung produksi yang cepat. Pembuatan pola yang baik mempengaruhi kesetaraan lapisan dan kualitas cor akhir dalam pengecoran busa yang hilang.
Apa Density Foam yang Ideal untuk Lost Foam Casting Patterns?
Kepadatan EPS yang direkomendasikan untuk Castings Aluminium
Pilihan kepadatan tergantung pada bentuk bagian, jenis logam, dan jumlah output. Bagian aluminium sederhana bekerja dengan baik dengan 1,4 hingga 2,0 pcf EPS. Ini memberikan kekuatan yang cukup dan pembakaran cepat.
Rentang kepadatan untuk Casting Besi dan Baja
Bagian besi atau baja yang kompleks melakukan lebih baik dengan kepadatan 2,5 hingga 4,0 pcf. Ini menahan membungkuk dari lapisan tebal dan panas tuang tinggi.
Mengoptimalkan Densitas Busa untuk Kualitas Casting
Busa terlalu padat memperlambat pembakaran dan meningkatkan jumlah gas. Ini berisiko masalah tekanan. Kepadatan yang sangat rendah membuat penanganan sulit dan menyebabkan istirahat.
Pabrik menguji sampel dengan kepadatan yang berbeda dalam kondisi nyata. Ini menemukan kisaran terbaik. Perangkat lunak canggih memprediksi pembakaran dan membantu memilih kepadatan sebelum berjalan penuh.
EPS Foam vs Bahan Lain dalam Lost Foam Casting
Ekstrusi Polistyrene (XPS) Busa
EPS memimpin dalam pengecoran busa hilang karena menyeimbangkan hasil dan biaya. Tetapi polistyrene ekstrusi (XPS) berfungsi sebagai pilihan lain dalam beberapa kasus.
XPS memiliki pembangunan sel tertutup dari ekstrusi. Ini memberikan wajah yang lebih halus dan tahanan tekanan yang lebih baik untuk potongan uji rinci. Namun, XPS lebih mahal dan terbakar sedikit lebih lambat daripada EPS.
Busa PMMA untuk Casting Baja Suhu Tinggi
Busa polimetakril metakrilat (PMMA) kelas tinggi cocok dengan pengecoran baja panas tinggi. Ini memberikan ukuran yang lebih baik dan akurasi. Ini membuat untuk harga yang lebih tinggi.
Mengapa Polyurethane Foam Jarang Digunakan
Poliuretan busa melihat sedikit guna karena sisa bit dan kekhawatiran gas. Untuk sebagian besar pekerjaan pabrik, EPS tetap menjadi pilihan utama untuk pengecoran busa hilang. Ini memiliki sejarah yang kuat dalam pengaturan skala besar.
Keuntungan menggunakan busa berkualitas tinggi dalam Lost Foam Casting
Manfaat Manufaktur Bentuk Dekat Net
Pola busa yang baik membawa banyak keuntungan kerja. Bentuk hampir akhir memotong pemesinan hingga 50%. Hal ini mengurangi limbah dan biaya akhir.
Peningkatan Fleksibilitas Desain Tanpa Inti
Kompleks dalam bentuk fitur tanpa inti atau langkah tambahan. Hal ini membuat desain lebih mudah dan mempersingkat waktu untuk memulai.
Efisiensi Energi dan Manfaat Lingkungan
Permukaan halus memotong pekerjaan ekstra. Penggunaan energi menurun karena metode menggunakan pasir kering dan melewati pemanasan pengikat.
Efek ekologi berkurang dengan busa daur ulang dan lebih sedikit limbah pasir. Sifat busa yang stabil memberikan kualitas yang sama selama berjalan besar. Ini membantu bidang yang membutuhkan ukuran yang tepat dan casting bersih.

Aplikasi Umum dari Lost Foam Casting dengan Foam yang Tepat
Aplikasi Casting Busa Otomotif Hilang
Lost foam casting dengan busa EPS yang baik cocok dengan banyak area. Pembuat mobil memproduksi blok mesin, kepala silinder, manifold asupan, dan potongan suspensi dengan jalur pendinginan rinci.
Mesin berat dan peralatan industri
Pembuat mesin pertanian dan bangunan membuat perumahan gearbox, badan pompa, dan kurung yang kuat.
Komponen Mesin Aerospace dan Presisi
Metode ini berfungsi dengan baik di aerospace untuk bagian struktural ringan. Ini juga cocok untuk mesin umum untuk badan katup dan perumahan kompresor.
Pengembangan Prototipe dan Produksi Volume Tinggi
Jalan besar dari bagian yang sama menghemat uang. Keuntungan kerja prototipe dari pemotongan pola cepat. Bidang seperti metode ini untuk dinding tipis dan potongan bawah. Casting pasir biasa tidak bisa membuatnya murah.
Tantangan dan Praktik Terbaik dalam Penggunaan Busa untuk Lost Foam Casting
Masalah Pola Busa Umum
Masalah yang mungkin termasuk pola lemah saat bergerak, cacat lapisan dari kepadatan yang tidak merata, dan gas terperangkap jika ventilasi gagal.
Praktik Terbaik untuk Produksi Pola EPS
Langkah-langkah terbaik memperbaikinya dengan cara yang jelas. Jaga kontrol ketat pada pra-ekspansi manik untuk kepadatan bahkan. Pasangkan lapisan tahan api pada ketebalan kanan dengan mixer otomatis dan pengering. Tambahkan ventilasi dan riser yang direncanakan dalam desain pola.
Pemantauan Proses dan Optimalisasi Simulasi
Periksaan teratur pada pola dan pelacakan proses menghentikan cacat. Alat simulasi menebak aliran logam dan kerusakan busa. Mereka membiarkan pekerja menyetel pengaturan sebelum berjalan.
Pelatihan staf pada penyimpanan busa dan kondisi istirahat menjaga materi yang baik. Langkah-langkah ini mendapatkan yang terbaik dari busa dalam pengecoran busa hilang. Mereka menjaga tingkat keberhasilan cast yang tinggi.
Penyedia yang didirikan seperti Teknologi OC mengkhususkan diri dalam peralatan yang diperlukan untuk memproduksi pola busa berkualitas tinggi dan menyelesaikan garis pengecoran busa hilang. Penawaran mereka termasuk mesin cetakan blok EPS, mesin pra-foaming, mesin cetakan busa, pengering udara, sistem vakum sentral, pencampur cat tipe lift, dan silo pematangan, mendukung produksi yang efisien dan otomatis. Hubungi OC Technology hari ini.



