Casting busa yang hilangPengecoran pola evaporatif, juga dikenal sebagai proses EPC, merupakan teknologi pembentukan mendekati bentuk akhir yang canggih dan banyak digunakan dalam produksi pengecoran modern. Metode ini menawarkan akurasi dimensi yang sangat baik, hasil akhir permukaan yang bagus, dan dampak lingkungan yang rendah dibandingkan dengan pengecoran pasir tradisional. Dalam prosesnya, pola busa polistirena yang dilapisi dengan bahan tahan api ditempatkan di dalam cetakan pasir kering yang tidak terikat. Tekanan negatif yang diterapkan selama penuangan dan pembekuan menjaga cetakan tetap stabil. Pada saat yang sama, hal ini memungkinkan gas dari dekomposisi busa keluar dengan mudah. Logam cair menguapkan pola busa dan mengisi ruang kosong. Ini menciptakan komponen logam kompleks dengan presisi tinggi.
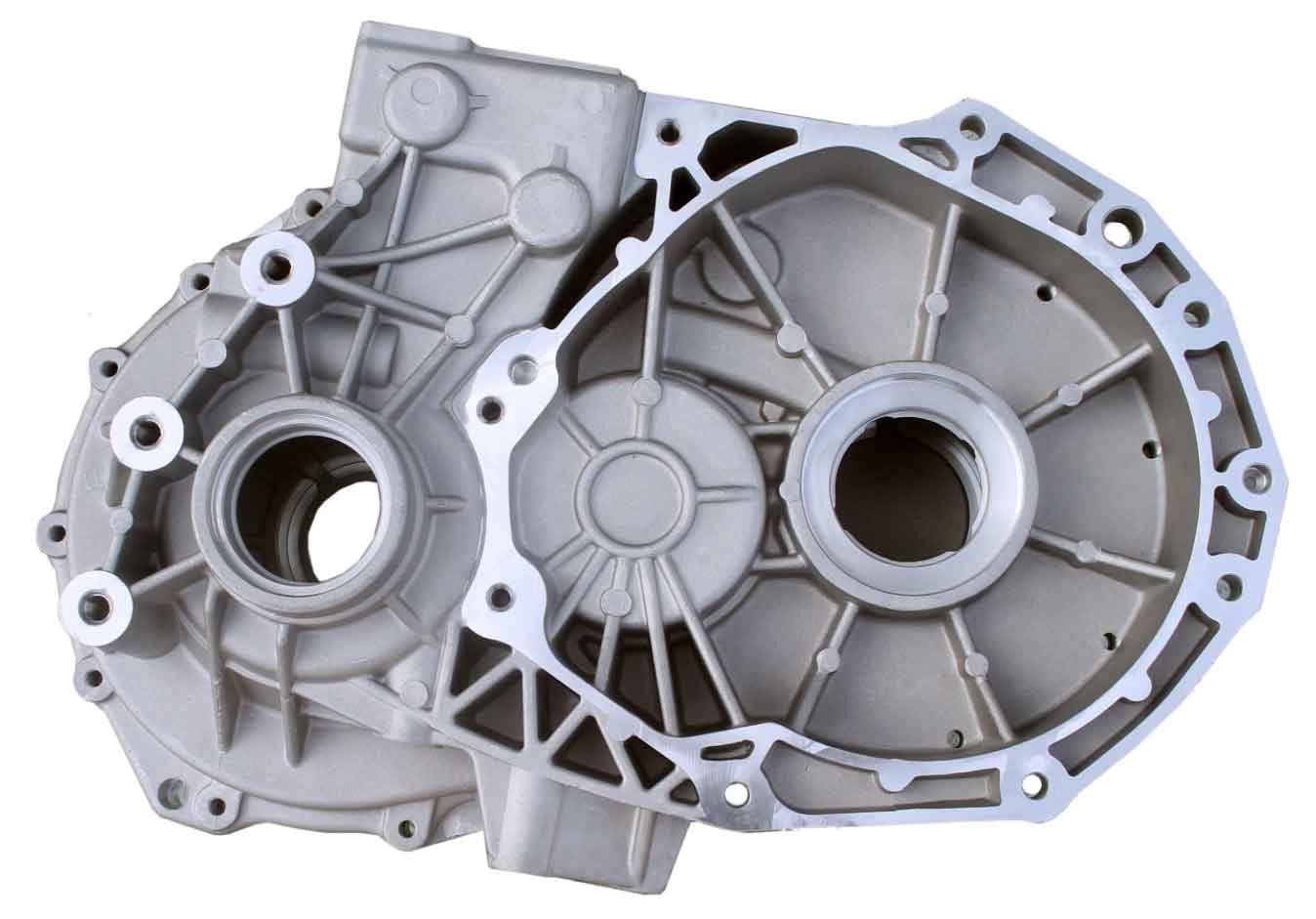
Rumah girboks untuk kendaraan otomotif, mesin pertanian, dan kendaraan teknik membutuhkan produksi massal, struktur internal yang kompleks, dan desain yang ringan. Komponen-komponen ini seringkali memiliki dinding tipis, yaitu 5 hingga 7 mm. Mereka juga membutuhkan struktur internal yang padat yang dapat lolos uji kebocoran tekanan hidrolik pada 3 kg tanpa cacat seperti inklusi terak, porositas, atau penutupan dingin. Pengecoran pasir tradisional seringkali menghasilkan ketebalan dinding yang tidak merata, terlalu banyak sisa material, dan inklusi yang terkait dengan pasir. Karena itu, pengecoran busa hilang (lost foam casting) menjadi pilihan yang lebih disukai untuk kualitas yang konsisten dan lebih sedikit pemrosesan pasca-produksi.
Kondisi Produksi untuk Rumah Gearbox Dinding Tipis
Pengaturan produksi tipikal untuk pengecoran busa hilang (lost foam casting) pada rumah girboks menggunakan pasir mentah dengan ukuran mesh primer 20–40, kadar lumpur di bawah 0,3%, dan lapisan tahan api yang diaplikasikan dengan ketebalan 1,0–1,5 mm dengan kadar air di bawah 1%. Cetakan besar berukuran sekitar 2050 mm × 1500 mm × 1300 mm, dilengkapi dengan ventilasi lima sisi dan sistem vakum bawah, mendukung pengecoran berkelompok untuk meningkatkan kapasitas produksi. Mesin tuang otomatis tipe teko menangani berat batch hingga 2100 kg. Fitur-fitur ini memungkinkan manufaktur volume tinggi yang efisien.
Varian rumah girboks yang umum meliputi model dengan dimensi sekitar 780 × 450 × 440 mm (ketebalan dinding 5–6 mm, berat 100 kg), 680 × 320 × 245 mm (ketebalan dinding 6–7 mm, berat 100 kg), dan 440 × 420 × 380 mm (ketebalan dinding 5–6 mm, berat 68 kg). Semua model ini menggunakan besi cor abu-abu HT300. Struktur berdinding tipis ini menimbulkan tantangan khusus karena laju pendinginan yang cepat, geometri yang kompleks, dan kebutuhan akan aliran logam yang seragam selama pengisian.
Konfigurasi Material dan Kluster yang Umum
Besi cor abu-abu HT300 digunakan sebagai bahan utama. Bahan ini memberikan kekuatan dan kemampuan pengerjaan yang sesuai untuk aplikasi gearbox. Konfigurasi pengecoran kluster menghasilkan 6–8 buah per cetakan. Pengaturan ini mengoptimalkan efisiensi produksi sekaligus menjaga keseragaman pemadatan pasir di sekitar pola yang rumit.
Standar Pelapisan dan Persiapan Pasir
Lapisan tahan api memerlukan kontrol yang tepat terhadap viskositas, kandungan padatan, dan pengeringan. Kontrol ini memastikan permeabilitas untuk gas dan cairan. Pemadatan pasir melalui getaran harus menghindari distorsi pola, terutama pada bagian yang tipis. Perhatian seperti itu mencegah penetrasi logam atau keruntuhan selama pengecoran.
Tantangan Kualitas Awal dalam Pengecoran Busa Hilang
Produksi awal rumah girboks berdinding tipis sering menghadapi tingkat cacat yang tinggi selama pengujian kebocoran hidrolik. Masalah umum meliputi titik kebocoran yang terkonsentrasi, inklusi terak yang meluas, dan penutupan dingin yang melemahkan integritas struktural. Cacat ini terutama berasal dari desain gerbang yang buruk yang menyebabkan aliran turbulen, orientasi penguburan yang tidak sesuai yang menyebabkan pembekuan yang tidak merata, dan kontrol parameter proses yang tidak tepat seperti tekanan negatif, suhu penuangan, dan kesetaraan karbon. Dalam konfigurasi kluster di dalam labu besar, pemadatan pasir dan evakuasi gas yang tidak konsisten memperburuk risiko runtuhnya cetakan dan masalah adhesi pasir.
Mekanisme Cacat Umum pada Komponen Dinding Tipis
Dinding tipis mempercepat kehilangan panas. Hal ini meningkatkan risiko terjadinya kesalahan pengecatan, lipatan, dan porositas. Produk pirolisis dari dekomposisi busa dapat menyebabkan karbon mengkilap atau cacat kerutan jika pekerja tidak membuang atau menyerapnya dengan benar bersamaan dengan lapisan pelapis. Kecepatan logam yang tinggi memerangkap gas, sedangkan kecepatan rendah menyebabkan pengisian yang tidak sempurna.
Dampak pada Pengujian Tekanan Hidraulik
Kegagalan kebocoran pada tekanan 3 kg sering muncul di zona penahan tekanan atau bagian yang tipis. Kegagalan ini disebabkan oleh porositas penyusutan, inklusi oksida, atau penutupan dingin pada titik fusi logam bagian depan.
Prinsip Desain untuk Aplikasi Dinding Tipis
Sistem saluran masuk terbuka dengan penyekat aliran mendorong kecepatan pengisian yang terkontrol. Saluran masuk multi-titik mendistribusikan logam secara merata. Ini mengurangi titik panas lokal dan meningkatkan pembekuan terarah. Saluran ventilasi di titik tertinggi, dengan total luas penampang setidaknya 50% dari luas saluran masuk, membantu gas keluar.
Optimalisasi Skema Pemakaman
Orientasi penguburan di dalam cetakan memengaruhi dinamika pengisian dan pembekuan terarah. Skema awal yang menempatkan area yang tidak menahan tekanan ke bawah sering menyebabkan pengisian yang tidak lengkap di zona kritis. Pendekatan yang lebih baik menempatkan permukaan yang menahan tekanan ke bawah sambil mengarahkan bukaan besar ke atas. Perubahan ini memungkinkan aliran yang dibantu gravitasi dan dukungan yang lebih baik untuk penampang tipis. Penyesuaian ini juga memungkinkan kepadatan kluster yang lebih tinggi—seperti delapan buah per cetakan untuk model tertentu—sekaligus meningkatkan kualitas pengecoran secara keseluruhan dan mengurangi tingkat kegagalan kebocoran.

Pengaruh Orientasi pada Urutan Pembekuan
Area penahan tekanan ke bawah mendorong pembekuan bertahap dari bagian tipis ke bagian tebal. Ini membantu pengumpanan dan mengurangi porositas penyusutan.
Peningkatan Kepadatan Klaster
Revisi metode penguburan mendukung peningkatan efisiensi pemadatan tanpa mengganggu aliran pasir ke dalam rongga yang kompleks. Hal ini meningkatkan produktivitas.
Optimasi Parameter Tekanan Negatif
Pengendalian tekanan negatif secara langsung memengaruhi stabilitas cetakan pasir, evakuasi gas, dan pembentukan cacat dalam proses lost foam. Pengujian sistematis pada rentang 0,040 hingga 0,052 (dengan peningkatan 0,001) menunjukkan nilai optimal sekitar 0,049 untuk rumah girboks berdinding tipis. Pada tingkat ini, tingkat kebocoran turun secara substansial (hingga sekitar 25%) bersamaan dengan pengurangan cacat terak (sekitar 22%). Vakum memadatkan pasir dengan baik tanpa menyebabkan runtuhnya cetakan atau adhesi pasir yang berlebihan. Tekanan yang lebih tinggi atau lebih rendah menyebabkan lebih banyak cacat karena pemadatan yang buruk atau jebakan gas.
Pengaruh Vakum terhadap Integritas Cetakan dan Penghilangan Gas
Vakum sedang meningkatkan kepadatan pasir di sekitar pola sekaligus menghilangkan gas pirolisis. Ini mencegah lipatan dan porositas. Vakum berlebihan menimbulkan risiko runtuhnya cetakan pada bagian yang tipis.
Hubungan Suhu-Fluiditas pada Besi Abu-abu
Superpanas yang lebih tinggi mengimbangi kehilangan panas yang cepat pada dinding tipis. Hal ini memastikan penggantian pola secara menyeluruh sebelum pembekuan. Rentang optimal menyeimbangkan fluiditas dengan evolusi gas yang terkontrol.
Optimalisasi Kesetaraan Karbon
Kesetaraan karbon (CE), yang dihitung sebagai CE = C + Si/3 (persentase), memengaruhi mikrostruktur, fluiditas, dan perilaku penyusutan pada besi abu-abu. Pengujian pada rentang 3,6% hingga 4,3% menemukan 4,1% sebagai nilai optimal. Nilai ini memberikan tingkat kebocoran (12%) dan terak (10%) terendah bila dikombinasikan dengan suhu pengecoran yang sesuai (1515–1525°C). Nilai ini menyeimbangkan pembentukan grafit untuk kemudahan pengerjaan dengan kekokohan yang cukup untuk memenuhi persyaratan pengujian tekanan. Nilai ini juga mengurangi porositas pada penampang tipis.
Manfaat Mikrostruktural dari CE yang Dioptimalkan
CE yang tepat mendorong distribusi grafit serpihan yang meningkatkan peredaman dan kemampuan pemesinan. Hal ini juga menurunkan risiko pembentukan karbida pada dinding tipis.
Optimalisasi Proses Tambahan: Pertimbangan Pelapisan dan Pola
Pengendalian Permeabilitas dan Ketebalan Lapisan Refraktori
Permeabilitas lapisan terhadap gas dan cairan memainkan peran utama dalam mengendalikan kecepatan pengisian dan pembentukan cacat. Ketebalan target 0,25–0,50 mm menyeimbangkan isolasi dengan permeabilitas. Permeabilitas rendah memerangkap produk pirolisis dan menyebabkan cacat permukaan seperti alur atau lipatan. Untuk pengecoran berdinding tipis, lapisan dengan permeabilitas cairan tinggi membantu menghilangkan residu pada suhu yang lebih rendah.
Kepadatan dan Kualitas Pola Busa
Busa EPS dengan kepadatan rendah (seimbang untuk kekuatan dan dekomposisi) meningkatkan pengisian bagian tipis. Namun, diperlukan penanganan yang hati-hati untuk mencegah distorsi. Gradien kepadatan di dalam pola menyebabkan lengkungan atau pengisian yang tidak konsisten. Kondisi peniupan yang seragam mengurangi masalah ini. Untuk geometri yang kompleks, pin ventilasi yang telah dipasang sebelumnya atau lubang yang dibor setelah pelapisan meningkatkan pelepasan gas.
Parameter Pemadatan dan Getaran Pasir
Optimalisasi frekuensi dan amplitudo getaran mencegah distorsi pola. Pada saat yang sama, hal ini mencapai kepadatan pasir yang seragam. Pemadatan horizontal dan vertikal memerlukan panduan khusus untuk mengisi rongga bersamaan dengan penambahan pasir. Hal ini menghindari keruntuhan di bagian atas.
PERTANYAAN YANG SERING DIAJUKAN
Apa saja tantangan utama dalam pengecoran busa hilang (lost foam casting) untuk rumah girboks berdinding tipis?
Dinding tipis (5–7 mm) meningkatkan risiko terjadinya cold shut, inklusi terak, kegagalan kebocoran, lipatan, dan porositas karena pendinginan yang cepat, geometri yang kompleks, dan jebakan gas dari dekomposisi busa. Pengendalian yang tepat terhadap pengaturan aliran, orientasi penguburan, tekanan negatif, suhu, kesetaraan karbon, dan permeabilitas lapisan tetap sangat penting.
Bagaimana optimasi tekanan negatif meningkatkan kualitas pengecoran?
Tekanan negatif optimal (sekitar 0,049) memastikan pemadatan pasir yang stabil, pembuangan gas yang efisien, dan pengurangan kerusakan cetakan atau adhesi pasir. Hal ini menurunkan kebocoran dan cacat terak sekaligus menjaga integritas pada bagian yang tipis.
Nilai setara karbon apa yang memberikan hasil terbaik untuk rumah girboks besi abu-abu HT300?
Sekitar 4,1% CE menyeimbangkan fluiditas, mikrostruktur (grafit serpihan), dan kekokohan. Ini meminimalkan porositas dan kebocoran sekaligus mendukung kemampuan pemesinan bila dipasangkan dengan suhu penuangan yang sesuai.
Seberapa pentingkah lapisan tahan panas dalam pengecoran busa hilang berdinding tipis?
Permeabilitas dan ketebalan lapisan secara langsung mengontrol kecepatan pengisian, keluarnya gas/cairan, dan pembentukan cacat. Sifat yang seimbang mencegah kerutan, lipatan, dan cacat permukaan. Selain itu, lapisan ini juga memberikan isolasi untuk bagian yang tipis.
Mitra dengan produsen dan pemasok peralatan pengecoran busa hilang terkemuka
Produsen dan pemasok pengecoran yang mencari solusi andal dan efisien untuk lini produksi pengecoran busa hilang dapat memperoleh manfaat dari peralatan canggih yang dirancang khusus untuk komponen berdinding tipis dan kompleks seperti rumah girboks. Teknologi OC berfungsi sebagai produsen, pemasok, dan pabrik profesional yang mengkhususkan diri dalam peralatan pengecoran busa hilang cerdas kelas atas, termasuk mesin cetakan busa, mesin pra-pembusaan, dan sistem area putih lengkap.
Jajaran peralatan ini mencakup sistem produksi pola busa presisi tinggi, stasiun pelapisan canggih, meja pemadatan getaran, dan jalur busa hilang otomatis penuh yang dirancang untuk penanganan pasir dan kontrol vakum yang unggul. Jelajahi rangkaian lengkap peralatan produksi pengecoran busa hilang dan hubungi tim untuk konfigurasi jalur yang disesuaikan guna meningkatkan kapasitas produksi dan kinerja pengecoran.



