การหล่อโฟมที่หายไปการหล่อแบบระเหย หรือกระบวนการ EPC (Evaporative Pattern Casting) เป็นเทคโนโลยีการขึ้นรูปใกล้เคียงรูปทรงสุดท้ายขั้นสูงที่ใช้กันอย่างแพร่หลายในการผลิตโรงหล่อสมัยใหม่ วิธีนี้ให้ความแม่นยำของขนาดที่ดีเยี่ยม ผิวสำเร็จที่ดี และผลกระทบต่อสิ่งแวดล้อมต่ำกว่าการหล่อทรายแบบดั้งเดิม ในกระบวนการนี้ แม่พิมพ์โฟมโพลีสไตรีนเคลือบด้วยวัสดุทนไฟจะวางอยู่ในทรายแห้งที่ไม่ยึดติดกันภายในแม่พิมพ์ แรงดันลบที่ใช้ในระหว่างการเทและการแข็งตัวจะช่วยให้แม่พิมพ์มีความเสถียร ในขณะเดียวกันก็ช่วยให้ก๊าซจากการสลายตัวของโฟมระเหยออกไปได้ง่าย โลหะหลอมเหลวจะทำให้แม่พิมพ์โฟมระเหยและเติมเต็มช่องว่าง ทำให้เกิดชิ้นส่วนโลหะที่ซับซ้อนและมีความแม่นยำสูง
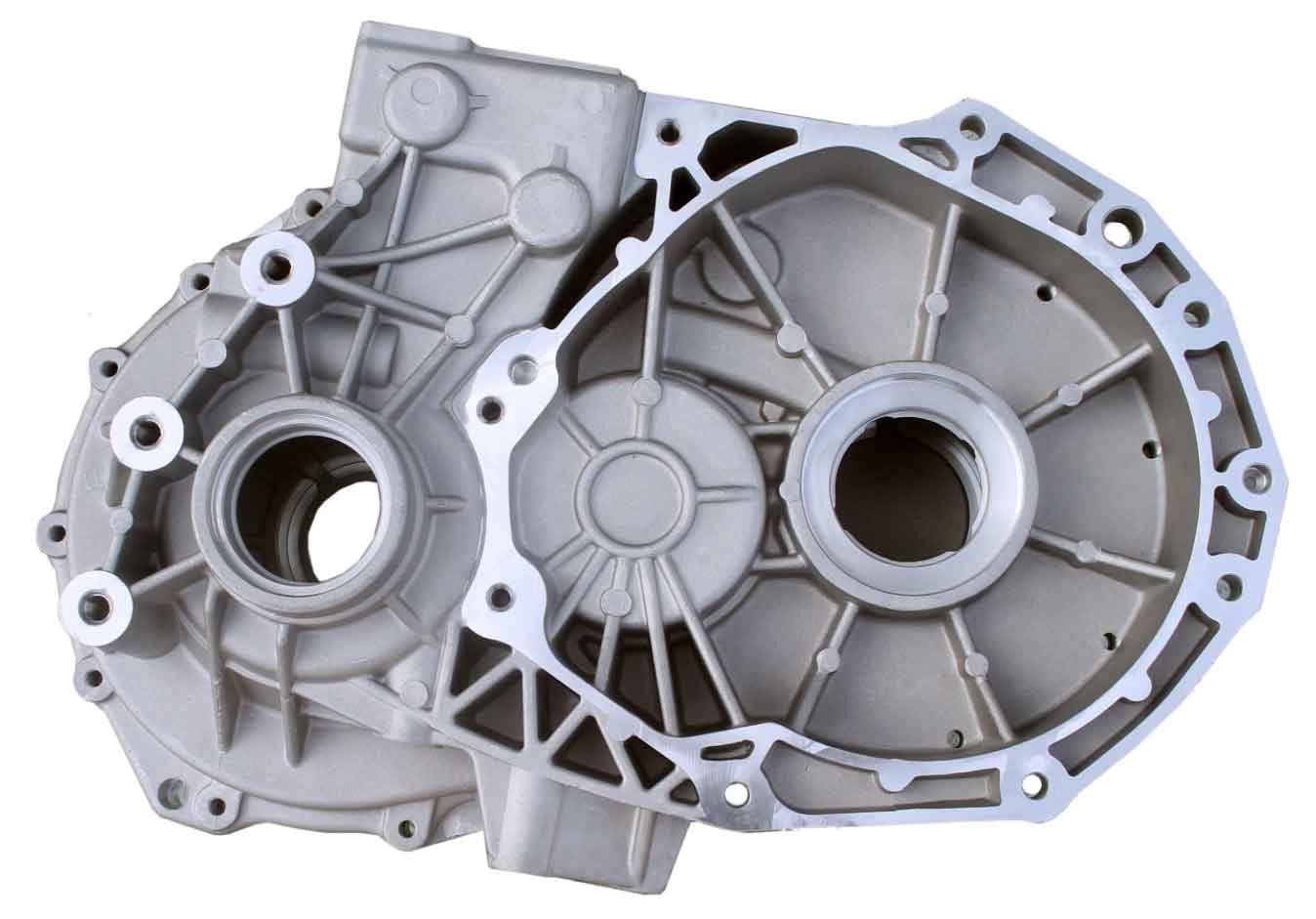
เรือนเกียร์สำหรับยานยนต์ เครื่องจักรกลการเกษตร และยานพาหนะทางวิศวกรรม จำเป็นต้องมีการผลิตจำนวนมาก โครงสร้างภายในที่ซับซ้อน และการออกแบบที่น้ำหนักเบา ชิ้นส่วนเหล่านี้มักมีผนังบางเพียง 5 ถึง 7 มิลลิเมตร นอกจากนี้ยังต้องการโครงสร้างภายในที่หนาแน่นซึ่งสามารถผ่านการทดสอบการรั่วไหลของแรงดันไฮดรอลิกที่ 3 กิโลกรัมโดยไม่มีข้อบกพร่อง เช่น เศษโลหะจากการหล่อ รูพรุน หรือรอยเชื่อมที่ไม่แน่น การหล่อทรายแบบดั้งเดิมมักทำให้ความหนาของผนังไม่สม่ำเสมอ มีเศษโลหะส่วนเกินมากเกินไป และมีสิ่งเจือปนจากทราย ด้วยเหตุนี้ การหล่อแบบโฟมจึงกลายเป็นทางเลือกที่ได้รับความนิยมมากขึ้น เนื่องจากมีคุณภาพสม่ำเสมอและมีการปรับแต่งหลังการผลิตน้อยลง
เงื่อนไขการผลิตสำหรับตัวเรือนเกียร์แบบผนังบาง
โดยทั่วไปแล้ว การหล่อแบบโฟมหาย (Lost Foam Casting) สำหรับตัวเรือนเกียร์ จะใช้ทรายดิบที่มีขนาดตะแกรงหลัก 20–40 ปริมาณโคลนต่ำกว่า 0.3% และเคลือบด้วยวัสดุทนไฟหนา 1.0–1.5 มม. โดยมีปริมาณความชื้นต่ำกว่า 1% เบ้าหล่อขนาดใหญ่ที่มีขนาดประมาณ 2050 มม. × 1500 มม. × 1300 มม. พร้อมระบบระบายอากาศห้าด้านและระบบสุญญากาศด้านล่าง ช่วยสนับสนุนการหล่อแบบกลุ่มเพื่อเพิ่มปริมาณการผลิต เครื่องเทแบบอัตโนมัติคล้ายกาน้ำชาสามารถรองรับน้ำหนักของชิ้นงานได้ถึง 2100 กก. คุณสมบัติเหล่านี้ช่วยให้การผลิตในปริมาณมากมีประสิทธิภาพ
ตัวเรือนเกียร์ทั่วไปมีขนาดประมาณ 780 × 450 × 440 มม. (ความหนาผนัง 5–6 มม. น้ำหนัก 100 กก.), 680 × 320 × 245 มม. (ความหนาผนัง 6–7 มม. น้ำหนัก 100 กก.) และ 440 × 420 × 380 มม. (ความหนาผนัง 5–6 มม. น้ำหนัก 68 กก.) โดยทั้งหมดนี้ใช้วัสดุเหล็กหล่อสีเทา HT300 โครงสร้างผนังบางเหล่านี้สร้างความท้าทายพิเศษเนื่องจากอัตราการเย็นตัวที่รวดเร็ว รูปทรงที่ซับซ้อน และความจำเป็นในการไหลของโลหะที่สม่ำเสมอในระหว่างการเติม
รูปแบบวัสดุและคลัสเตอร์ทั่วไป
เหล็กหล่อสีเทา HT300 ใช้เป็นวัสดุหลัก มีความแข็งแรงและสามารถขึ้นรูปได้ดี เหมาะสำหรับการใช้งานในเกียร์บ็อกซ์ การหล่อแบบคลัสเตอร์ทำให้ได้ชิ้นงาน 6-8 ชิ้นต่อแม่พิมพ์ การจัดเรียงแบบนี้ช่วยเพิ่มประสิทธิภาพการผลิต ในขณะเดียวกันก็รักษาความสม่ำเสมอของการอัดทรายรอบๆ ลวดลายที่ซับซ้อน
มาตรฐานการเคลือบผิวและการเตรียมทราย
สารเคลือบทนไฟต้องการการควบคุมความหนืด ปริมาณของแข็ง และการอบแห้งอย่างแม่นยำ การควบคุมนี้ช่วยให้ก๊าซและของเหลวสามารถซึมผ่านได้ การอัดทรายด้วยการสั่นสะเทือนต้องหลีกเลี่ยงการบิดเบี้ยวของลวดลาย โดยเฉพาะในส่วนที่บาง การดูแลเอาใจใส่เช่นนี้จะช่วยป้องกันการแทรกซึมของโลหะหรือการยุบตัวระหว่างการเท
ความท้าทายด้านคุณภาพเบื้องต้นในการหล่อแบบโฟมหาย
การผลิตตัวเรือนเกียร์แบบผนังบางในระยะแรกมักพบอัตราความบกพร่องสูงในระหว่างการทดสอบการรั่วไหลของไฮดรอลิก ปัญหาที่พบบ่อย ได้แก่ จุดรั่วไหลที่กระจุกตัว การรวมตัวของตะกรันที่แพร่กระจาย และการอุดตันเนื่องจากความเย็นที่ทำให้ความแข็งแรงของโครงสร้างลดลง ความบกพร่องเหล่านี้ส่วนใหญ่เกิดจากการออกแบบทางเข้าที่ไม่ดีซึ่งทำให้เกิดการไหลแบบปั่นป่วน ทิศทางการฝังที่ไม่เหมาะสมซึ่งนำไปสู่การแข็งตัวที่ไม่สม่ำเสมอ และการควบคุมพารามิเตอร์กระบวนการที่ไม่เหมาะสม เช่น แรงดันลบ อุณหภูมิการเท และค่าเทียบเท่าคาร์บอน ในการจัดเรียงแบบกลุ่มภายในแม่พิมพ์ขนาดใหญ่ การอัดทรายและการระบายก๊าซที่ไม่สม่ำเสมอทำให้ความเสี่ยงต่อการยุบตัวของแม่พิมพ์และปัญหาการยึดเกาะของทรายรุนแรงขึ้น
กลไกการเกิดข้อบกพร่องทั่วไปในชิ้นส่วนผนังบาง
ผนังบางทำให้ความร้อนสูญเสียเร็วขึ้น ซึ่งเพิ่มความเสี่ยงต่อการเกิดรอยต่อที่ไม่สม่ำเสมอ รอยพับ และรูพรุน ผลิตภัณฑ์จากการสลายตัวของโฟมด้วยความร้อนสูงอาจทำให้เกิดคราบคาร์บอนมันวาวหรือรอยย่นได้ หากคนงานไม่ระบายหรือดูดซับสารเหล่านี้อย่างเหมาะสมด้วยสารเคลือบ ความเร็วของโลหะที่สูงจะดักจับก๊าซ ในขณะที่ความเร็วต่ำจะทำให้การเติมไม่สมบูรณ์
ผลกระทบต่อการทดสอบแรงดันไฮดรอลิก
ความเสียหายจากการรั่วซึมที่ความดัน 3 กิโลกรัม มักเกิดขึ้นในบริเวณที่รับแรงดันหรือส่วนที่บาง ความเสียหายเหล่านี้เกิดจากรูพรุนจากการหดตัว การรวมตัวของออกไซด์ หรือการปิดตัวเนื่องจากความเย็นที่จุดหลอมเหลวของโลหะ
หลักการออกแบบสำหรับการใช้งานผนังบาง
การเปิดประตูหล่อโดยใช้ระบบประตูหล่อเป็นตัวกั้นช่วยควบคุมความเร็วในการเติม ช่องทางเข้าหลายจุดช่วยกระจายโลหะอย่างสม่ำเสมอ ซึ่งช่วยลดจุดร้อนเฉพาะที่และปรับปรุงการแข็งตัวแบบมีทิศทาง ช่องระบายอากาศที่จุดสูงสุด โดยมีพื้นที่หน้าตัดรวมอย่างน้อย 50% ของพื้นที่ทางเข้า ช่วยให้ก๊าซระบายออกได้
การปรับปรุงแผนการฝังศพให้เหมาะสมที่สุด
ทิศทางการฝังชิ้นงานภายในเบ้าหล่อส่งผลต่อทั้งพลวัตการเติมและการแข็งตัวแบบมีทิศทาง วิธีการเดิมที่วางบริเวณที่ไม่รับแรงดันไว้ด้านล่างมักทำให้การเติมในบริเวณที่สำคัญไม่สมบูรณ์ วิธีการปรับปรุงใหม่นี้วางพื้นผิวที่รับแรงดันไว้ด้านล่างในขณะที่กำหนดให้ช่องเปิดขนาดใหญ่หันขึ้นด้านบน การเปลี่ยนแปลงนี้ช่วยให้การไหลโดยอาศัยแรงโน้มถ่วงและรองรับชิ้นงานบางได้ดีขึ้น การปรับเปลี่ยนนี้ยังช่วยให้สามารถวางชิ้นงานได้หนาแน่นขึ้น เช่น 8 ชิ้นต่อเบ้าหล่อสำหรับบางรุ่น ในขณะเดียวกันก็ช่วยปรับปรุงความแข็งแรงโดยรวมของการหล่อและลดอัตราความล้มเหลวจากการรั่วไหล

อิทธิพลของทิศทางต่อลำดับการแข็งตัว
บริเวณรับแรงกดลงด้านล่างช่วยส่งเสริมการแข็งตัวอย่างต่อเนื่องจากส่วนบางไปสู่ส่วนหนา ซึ่งช่วยในการป้อนวัสดุและลดรูพรุนจากการหดตัว
การปรับปรุงความหนาแน่นของคลัสเตอร์
วิธีการฝังกลบแบบใหม่ช่วยเพิ่มประสิทธิภาพการบรรจุโดยไม่ทำลายการไหลของทรายเข้าไปในโพรงที่ซับซ้อน ซึ่งจะช่วยเพิ่มผลผลิต
การปรับค่าพารามิเตอร์แรงดันลบให้เหมาะสมที่สุด
การควบคุมแรงดันลบส่งผลโดยตรงต่อเสถียรภาพของแม่พิมพ์ทราย การระบายก๊าซ และการเกิดข้อบกพร่องในกระบวนการหล่อโฟม การทดสอบอย่างเป็นระบบในช่วงตั้งแต่ 0.040 ถึง 0.052 (เพิ่มขึ้นทีละ 0.001) แสดงให้เห็นว่าค่าที่เหมาะสมที่สุดอยู่ที่ประมาณ 0.049 สำหรับตัวเรือนเกียร์แบบผนังบาง ที่ระดับนี้ อัตราการรั่วไหลลดลงอย่างมาก (เหลือประมาณ 25%) พร้อมกับการลดลงของข้อบกพร่องจากตะกรัน (ประมาณ 22%) สุญญากาศช่วยอัดทรายได้ดีโดยไม่ทำให้แม่พิมพ์ยุบตัวหรือเกิดการยึดเกาะของทรายมากเกินไป แรงดันที่สูงหรือต่ำเกินไปจะนำไปสู่ข้อบกพร่องมากขึ้นเนื่องจากการอัดตัวที่ไม่ดีหรือการดักจับก๊าซ
ผลกระทบของสุญญากาศต่อความสมบูรณ์ของเชื้อราและการกำจัดก๊าซ
การใช้สุญญากาศในระดับปานกลางจะช่วยเพิ่มความหนาแน่นของทรายรอบๆ แม่พิมพ์พร้อมทั้งกำจัดก๊าซที่เกิดจากการไพโรไลซิส ซึ่งจะช่วยป้องกันการเกิดรอยพับและรูพรุน ในทางกลับกัน การใช้สุญญากาศมากเกินไปจะทำให้แม่พิมพ์ยุบตัวในส่วนที่บางได้
ความสัมพันธ์ระหว่างอุณหภูมิและความลื่นไหลในเหล็กหล่อสีเทา
อุณหภูมิยิ่งยวดที่สูงขึ้นจะชดเชยการสูญเสียความร้อนอย่างรวดเร็วในผนังบางๆ ทำให้มั่นใจได้ว่าแม่พิมพ์จะถูกเปลี่ยนอย่างสมบูรณ์ก่อนการแข็งตัว ช่วงอุณหภูมิที่เหมาะสมจะสร้างสมดุลระหว่างความลื่นไหลกับการควบคุมการเกิดก๊าซ
การเพิ่มประสิทธิภาพของค่าเทียบเท่าคาร์บอน
ปริมาณคาร์บอนเทียบเท่า (CE) ซึ่งคำนวณจาก CE = C + Si/3 (เปอร์เซ็นต์) มีผลต่อโครงสร้างจุลภาค ความลื่นไหล และพฤติกรรมการหดตัวในเหล็กหล่อสีเทา การทดสอบในช่วง 3.6% ถึง 4.3% พบว่า 4.1% เป็นค่าที่เหมาะสมที่สุด ค่านี้ให้ค่าการรั่วไหล (12%) และตะกรัน (10%) ต่ำที่สุดเมื่อรวมกับอุณหภูมิการหล่อที่เหมาะสม (1515–1525°C) ค่านี้ช่วยปรับสมดุลการก่อตัวของกราไฟต์เพื่อความสามารถในการขึ้นรูป พร้อมกับความแข็งแรงที่เพียงพอต่อการทดสอบแรงดัน นอกจากนี้ยังช่วยลดรูพรุนในชิ้นงานบางๆ อีกด้วย
ประโยชน์เชิงโครงสร้างจุลภาคของ CE ที่ได้รับการปรับให้เหมาะสม
การใช้ CE ที่เหมาะสมจะช่วยส่งเสริมการกระจายตัวของกราไฟต์แบบเกล็ด ซึ่งช่วยปรับปรุงการลดแรงสั่นสะเทือนและความสามารถในการขึ้นรูป นอกจากนี้ยังช่วยลดความเสี่ยงในการเกิดคาร์ไบด์ในผนังบางอีกด้วย
การปรับปรุงกระบวนการเพิ่มเติม: การพิจารณาเรื่องการเคลือบและลวดลาย
การควบคุมการซึมผ่านและความหนาของสารเคลือบทนไฟ
การซึมผ่านของสารเคลือบต่อก๊าซและของเหลวมีบทบาทสำคัญในการควบคุมความเร็วในการเติมและการเกิดข้อบกพร่อง ความหนาที่เหมาะสมที่ 0.25–0.50 มม. จะช่วยสร้างสมดุลระหว่างการเป็นฉนวนและการซึมผ่าน การซึมผ่านต่ำจะดักจับผลิตภัณฑ์จากการสลายตัวด้วยความร้อนและทำให้เกิดข้อบกพร่องบนพื้นผิว เช่น ร่องหรือรอยพับ สำหรับชิ้นงานหล่อผนังบาง สารเคลือบที่มีการซึมผ่านของของเหลวสูงจะช่วยในการกำจัดสารตกค้างที่อุณหภูมิต่ำลง
ความหนาแน่นและคุณภาพของลวดลายโฟม
โฟม EPS ความหนาแน่นต่ำ (ปรับสมดุลระหว่างความแข็งแรงและการย่อยสลาย) ช่วยเพิ่มประสิทธิภาพในการเติมช่องว่างที่บาง อย่างไรก็ตาม ต้องใช้ความระมัดระวังในการใช้งานเพื่อป้องกันการบิดเบี้ยว ความหนาแน่นที่ไม่สม่ำเสมอภายในแม่พิมพ์ทำให้เกิดการโก่งงอหรือการเติมที่ไม่สม่ำเสมอ สภาวะการเป่าที่สม่ำเสมอจะช่วยลดปัญหาเหล่านี้ สำหรับรูปทรงเรขาคณิตที่ซับซ้อน การติดตั้งหมุดระบายอากาศหรือเจาะรูหลังจากเคลือบแล้วจะช่วยให้ก๊าซระบายออกได้ดีขึ้น
พารามิเตอร์การบดอัดทรายและการสั่นสะเทือน
การปรับความถี่และแอมพลิจูดของการสั่นสะเทือนให้เหมาะสมจะช่วยป้องกันการบิดเบี้ยวของรูปแบบ ในขณะเดียวกันก็ทำให้ความหนาแน่นของทรายสม่ำเสมอ เครื่องอัดทรายแนวนอนและแนวตั้งจำเป็นต้องมีแนวทางเฉพาะในการเติมช่องว่างพร้อมกับการเติมทรายไปพร้อมกัน เพื่อหลีกเลี่ยงการยุบตัวในส่วนบน
คำถามที่พบบ่อย
ความท้าทายหลักในการหล่อแบบโฟมหาย (lost foam casting) สำหรับตัวเรือนเกียร์ผนังบางมีอะไรบ้าง?
ผนังบาง (5–7 มม.) เพิ่มความเสี่ยงต่อการอุดตันจากความเย็น การมีเศษตะกรัน การรั่วซึม รอยพับ และรูพรุน เนื่องจากความเย็นตัวอย่างรวดเร็ว รูปทรงที่ซับซ้อน และการกักเก็บก๊าซจากการสลายตัวของโฟม การควบคุมที่เหมาะสมของช่องทางการไหล การวางแนวการฝัง แรงดันลบ อุณหภูมิ ปริมาณคาร์บอนเทียบเท่า และการซึมผ่านของสารเคลือบยังคงมีความสำคัญอย่างยิ่ง
การเพิ่มประสิทธิภาพด้วยแรงดันลบช่วยปรับปรุงคุณภาพการหล่อได้อย่างไร?
แรงดันลบที่เหมาะสม (ประมาณ 0.049) ช่วยให้การอัดแน่นของทรายมีเสถียรภาพ การกำจัดก๊าซมีประสิทธิภาพ และลดการยุบตัวของแม่พิมพ์หรือการเกาะติดของทราย ช่วยลดการรั่วไหลและข้อบกพร่องจากตะกรัน ในขณะที่ยังคงรักษาความสมบูรณ์ในส่วนที่บาง
ค่าเทียบเท่าคาร์บอนใดที่ให้ผลลัพธ์ที่ดีที่สุดสำหรับตัวเรือนเกียร์เหล็กหล่อสีเทา HT300?
สาร CE ประมาณ 4.1% ช่วยปรับสมดุลระหว่างความลื่นไหล โครงสร้างจุลภาค (กราไฟต์แบบเกล็ด) และความคงตัว ลดรูพรุนและการรั่วซึม พร้อมทั้งสนับสนุนความสามารถในการขึ้นรูปเมื่อใช้ร่วมกับอุณหภูมิการเทที่เหมาะสม
สารเคลือบทนไฟมีความสำคัญมากแค่ไหนในการหล่อโฟมแบบผนังบาง?
การซึมผ่านและความหนาของสารเคลือบมีผลโดยตรงต่อความเร็วในการเติม การรั่วไหลของก๊าซ/ของเหลว และการเกิดข้อบกพร่อง คุณสมบัติที่สมดุลจะช่วยป้องกันรอยย่น รอยพับ และข้อบกพร่องบนพื้นผิว นอกจากนี้ยังช่วยเป็นฉนวนสำหรับชิ้นส่วนที่บางอีกด้วย
คู่ค้ากับผู้ผลิตและซัพพลายเออร์อุปกรณ์หล่อโฟมสูญหายชั้นนํา
ผู้ผลิตและซัพพลายเออร์โรงหล่อที่กำลังมองหาโซลูชันที่เชื่อถือได้และมีประสิทธิภาพสูงสำหรับสายการผลิตหล่อโฟมหาย สามารถได้รับประโยชน์จากอุปกรณ์ขั้นสูงที่ออกแบบมาสำหรับชิ้นส่วนผนังบางและซับซ้อน เช่น ตัวเรือนเกียร์ เทคโนโลยี OC บริษัทนี้เป็นผู้ผลิต ผู้จำหน่าย และโรงงานมืออาชีพที่เชี่ยวชาญด้านอุปกรณ์หล่อโฟมอัจฉริยะระดับไฮเอนด์ รวมถึง... เครื่องปั้นโฟมเครื่องขึ้นรูปโฟมก่อน และระบบพื้นที่สีขาวแบบครบวงจร
กลุ่มผลิตภัณฑ์อุปกรณ์ประกอบด้วยระบบการผลิตแม่พิมพ์โฟมความแม่นยำสูง สถานีเคลือบผิวขั้นสูง โต๊ะอัดแบบสั่น และสายการผลิตหล่อโฟมแบบอัตโนมัติเต็มรูปแบบที่ออกแบบมาเพื่อการจัดการทรายและการควบคุมสุญญากาศที่เหนือกว่า สำรวจอุปกรณ์การผลิตหล่อโฟมแบบอัตโนมัติครบวงจรได้ที่นี่ ติดต่อทีมงาน สำหรับการกำหนดค่าสายการผลิตแบบกำหนดเองที่เพิ่มประสิทธิภาพการผลิตและประสิทธิภาพการหล่อ



