Mất bọt đúcPhương pháp đúc khuôn bay hơi, hay còn gọi là đúc khuôn bay hơi hoặc quy trình EPC, là một công nghệ tạo hình gần chính xác tiên tiến được sử dụng rộng rãi trong sản xuất đúc hiện đại. Phương pháp này mang lại độ chính xác kích thước tuyệt vời, bề mặt hoàn thiện tốt và tác động môi trường thấp so với phương pháp đúc cát truyền thống. Trong quy trình này, một khuôn mẫu bằng xốp polystyrene được phủ vật liệu chịu nhiệt nằm trong lớp cát khô, không kết dính bên trong một khuôn đúc. Áp suất âm được áp dụng trong quá trình rót và đông đặc giúp giữ cho khuôn ổn định. Đồng thời, nó cho phép khí từ sự phân hủy của xốp thoát ra dễ dàng. Kim loại nóng chảy làm bay hơi khuôn mẫu bằng xốp và lấp đầy không gian trống. Điều này tạo ra các chi tiết kim loại phức tạp với độ chính xác cao.
Vỏ hộp số cho ô tô, máy móc nông nghiệp và xe cơ giới cần sản xuất hàng loạt, cấu trúc bên trong phức tạp và thiết kế trọng lượng nhẹ. Các bộ phận này thường có thành mỏng từ 5 đến 7 mm. Chúng cũng yêu cầu cấu trúc bên trong đặc chắc, có thể vượt qua các thử nghiệm rò rỉ áp suất thủy lực ở mức 3 kg mà không có các khuyết tật như tạp chất xỉ, độ rỗ hoặc mối hàn nguội. Phương pháp đúc cát truyền thống thường tạo ra độ dày thành không đồng đều, quá nhiều bavia và các tạp chất liên quan đến cát. Vì lý do này, phương pháp đúc khuôn xốp trở thành lựa chọn ưu tiên để có chất lượng ổn định và ít công đoạn xử lý sau đúc hơn.
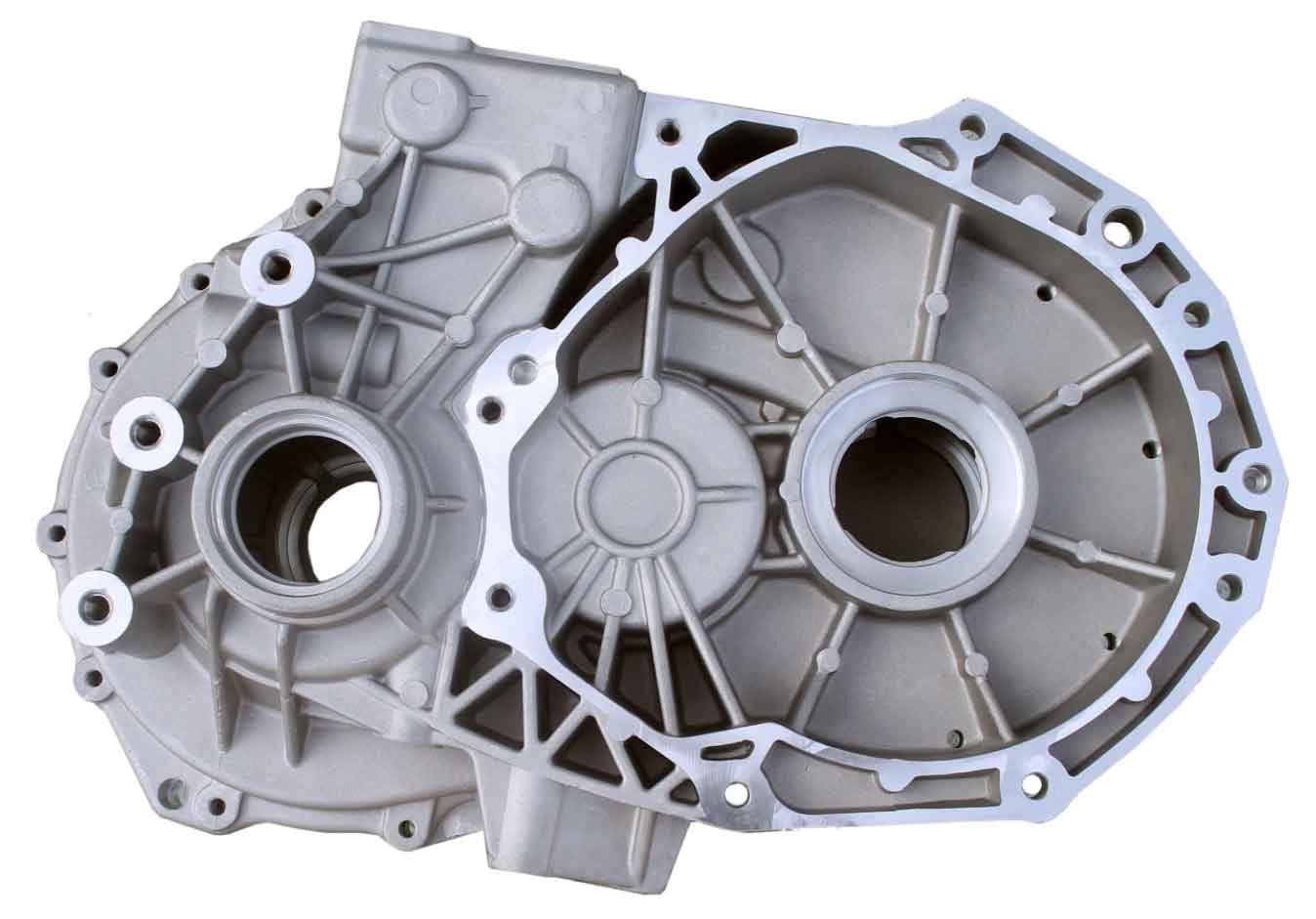
Điều kiện sản xuất vỏ hộp số thành mỏng
Các thiết lập sản xuất điển hình cho phương pháp đúc khuôn xốp mất mẫu để chế tạo vỏ hộp số sử dụng cát thô có kích thước mắt lưới sơ cấp từ 20–40, hàm lượng bùn dưới 0,3% và lớp phủ chịu nhiệt dày 1,0–1,5 mm với độ ẩm dưới 1%. Các khuôn lớn có kích thước khoảng 2050 mm × 1500 mm × 1300 mm, được trang bị hệ thống thông gió năm mặt và hệ thống hút chân không đáy, hỗ trợ đúc theo cụm để tăng năng suất. Máy rót tự động kiểu ấm trà có thể xử lý trọng lượng mẻ lên đến 2100 kg. Những tính năng này cho phép sản xuất hiệu quả với số lượng lớn.
Các biến thể phổ biến của vỏ hộp số bao gồm các mẫu có kích thước khoảng 780 × 450 × 440 mm (độ dày thành 5–6 mm, trọng lượng 100 kg), 680 × 320 × 245 mm (độ dày thành 6–7 mm, trọng lượng 100 kg) và 440 × 420 × 380 mm (độ dày thành 5–6 mm, trọng lượng 68 kg). Tất cả đều sử dụng gang xám HT300. Các cấu trúc thành mỏng này tạo ra những thách thức đặc biệt do tốc độ làm nguội nhanh, hình dạng phức tạp và nhu cầu về dòng chảy kim loại đồng đều trong quá trình đổ đầy.
Cấu hình vật liệu và cụm điển hình
Gang xám HT300 được sử dụng làm vật liệu chính. Nó cung cấp độ bền và khả năng gia công phù hợp cho các ứng dụng hộp số. Cấu hình đúc cụm cho phép tạo ra 6-8 chi tiết trên mỗi khuôn. Cấu hình này tối ưu hóa hiệu quả sản xuất đồng thời giữ cho độ nén cát đồng đều xung quanh các hoa văn phức tạp.
Tiêu chuẩn về lớp phủ và chuẩn bị cát
Lớp phủ chịu nhiệt cần kiểm soát chính xác độ nhớt, hàm lượng chất rắn và quá trình sấy khô. Việc kiểm soát này đảm bảo khả năng thấm khí và chất lỏng. Quá trình nén cát bằng rung động phải tránh làm biến dạng hình dạng, đặc biệt là ở các phần mỏng. Sự cẩn thận này giúp ngăn ngừa sự xâm nhập của kim loại hoặc sự sụp đổ trong quá trình rót.
Những thách thức về chất lượng ban đầu trong quá trình đúc khuôn xốp
Các lô sản xuất ban đầu của vỏ hộp số thành mỏng thường gặp tỷ lệ lỗi cao trong quá trình kiểm tra rò rỉ thủy lực. Các vấn đề thường gặp bao gồm các điểm rò rỉ tập trung, tạp chất xỉ lan rộng và các mối hàn nguội làm suy yếu tính toàn vẹn cấu trúc. Những khuyết tật này chủ yếu xuất phát từ thiết kế hệ thống rót kém gây ra dòng chảy rối, hướng chôn không phù hợp dẫn đến đông đặc không đồng đều và kiểm soát không đúng các thông số quy trình như áp suất âm, nhiệt độ rót và hàm lượng cacbon tương đương. Trong các cấu hình cụm bên trong các khuôn lớn, việc nén cát không nhất quán và hút khí không hiệu quả làm trầm trọng thêm nguy cơ sụp đổ khuôn và các vấn đề bám dính cát.
Các cơ chế gây lỗi thường gặp trong các linh kiện thành mỏng
Thành mỏng làm tăng tốc độ mất nhiệt. Điều này làm tăng nguy cơ xảy ra lỗi in, gấp nếp và rỗ khí. Sản phẩm phân hủy nhiệt từ quá trình phân hủy bọt có thể gây ra các khuyết tật carbon bóng hoặc nhăn nếu công nhân không thông gió hoặc hấp thụ chúng đúng cách cùng với lớp phủ. Tốc độ kim loại cao giữ lại khí, trong khi tốc độ thấp gây ra hiện tượng lấp đầy không hoàn toàn.
Ảnh hưởng đến thử nghiệm áp suất thủy lực
Các lỗi rò rỉ ở áp suất 3 kg thường xuất hiện ở các vùng chịu áp lực hoặc các phần mỏng. Những lỗi này là do rỗ co ngót, tạp chất oxit hoặc các mối hàn nguội tại các điểm nóng chảy của mặt trước kim loại.
Nguyên tắc thiết kế cho các ứng dụng thành mỏng
Hệ thống dẫn liệu mở với van điều tiết giúp kiểm soát tốc độ rót liệu. Các cửa rót đa điểm phân phối kim loại đồng đều, giảm thiểu các điểm nóng cục bộ và cải thiện quá trình đông đặc theo hướng mong muốn. Các kênh thoát khí ở những điểm cao nhất, với tổng diện tích mặt cắt ngang ít nhất 50% diện tích cửa rót, giúp khí thoát ra ngoài.
Tối ưu hóa phương án chôn cất
Hướng chôn chi tiết bên trong khuôn ảnh hưởng đến cả động lực điền đầy và quá trình đông đặc theo hướng nhất định. Các phương pháp ban đầu đặt các vùng không chịu áp lực xuống dưới thường dẫn đến việc điền đầy không hoàn toàn ở các vùng quan trọng. Phương pháp cải tiến đặt các bề mặt chịu áp lực xuống dưới trong khi hướng các lỗ lớn lên trên. Sự thay đổi này cho phép dòng chảy được hỗ trợ bởi trọng lực và hỗ trợ tốt hơn cho các phần mỏng. Sự điều chỉnh này cũng cho phép mật độ cụm cao hơn—chẳng hạn như tám chi tiết mỗi khuôn đối với một số mẫu nhất định—đồng thời cải thiện độ bền tổng thể của vật đúc và giảm tỷ lệ hỏng do rò rỉ.

Ảnh hưởng của hướng định vị đến trình tự đông đặc
Các vùng chịu áp lực hướng xuống dưới thúc đẩy quá trình đông đặc diễn ra từ các phần mỏng đến các phần dày. Điều này giúp việc cấp liệu dễ dàng hơn và giảm hiện tượng rỗ do co ngót.
Cải thiện mật độ cụm
Việc cải tiến phương pháp chôn lấp giúp tăng hiệu quả đóng gói mà không làm ảnh hưởng đến dòng chảy của cát vào các hốc phức tạp. Điều này giúp tăng năng suất.
Tối ưu hóa các thông số áp suất âm
Kiểm soát áp suất âm ảnh hưởng trực tiếp đến độ ổn định của khuôn cát, quá trình thoát khí và sự hình thành khuyết tật trong các quy trình đúc khuôn bọt. Thử nghiệm có hệ thống trên phạm vi từ 0,040 đến 0,052 (với bước tăng 0,001) cho thấy giá trị tối ưu khoảng 0,049 đối với vỏ hộp số thành mỏng. Ở mức này, tỷ lệ rò rỉ giảm đáng kể (xuống khoảng 25%) cùng với việc giảm thiểu khuyết tật do xỉ (khoảng 22%). Chân không nén chặt cát tốt mà không gây sụp đổ khuôn hoặc bám dính cát quá mức. Áp suất cao hơn hoặc thấp hơn dẫn đến nhiều khuyết tật hơn do nén kém hoặc khí bị giữ lại.
Ảnh hưởng của chân không đến tính toàn vẹn của khuôn và khả năng loại bỏ khí
Áp suất chân không vừa phải giúp cải thiện mật độ cát xung quanh các khuôn mẫu đồng thời loại bỏ khí sinh ra từ quá trình nhiệt phân. Điều này ngăn ngừa các nếp gấp và lỗ rỗng. Áp suất chân không quá cao có thể gây nguy cơ sụp đổ khuôn ở những phần mỏng.
Mối quan hệ giữa nhiệt độ và độ chảy trong gang xám
Nhiệt độ siêu nhiệt cao hơn bù đắp cho sự mất nhiệt nhanh ở các thành mỏng. Nó đảm bảo sự thay thế hoàn toàn cấu trúc trước khi đông đặc. Phạm vi tối ưu cân bằng giữa tính lưu động và sự thoát khí được kiểm soát.
Tối ưu hóa lượng carbon tương đương
Hàm lượng cacbon tương đương (CE), được tính theo công thức CE = C + Si/3 (phần trăm), ảnh hưởng đến cấu trúc vi mô, độ chảy và độ co ngót của gang xám. Thử nghiệm trên phạm vi từ 3,6% đến 4,3% cho thấy 4,1% là tối ưu. Giá trị này cho tỷ lệ rò rỉ (12%) và xỉ (10%) thấp nhất khi kết hợp với nhiệt độ rót phù hợp (1515–1525°C). Nó cân bằng sự hình thành graphit để dễ gia công với độ bền đủ để đáp ứng các yêu cầu thử nghiệm áp suất. Nó cũng làm giảm độ rỗ trong các tiết diện mỏng.
Lợi ích về cấu trúc vi mô của CE được tối ưu hóa
Việc xử lý CE thích hợp thúc đẩy sự phân bố than chì dạng vảy, giúp cải thiện khả năng giảm chấn và gia công. Nó cũng làm giảm nguy cơ hình thành cacbua trong các thành mỏng.
Các tối ưu hóa quy trình bổ sung: Xem xét về lớp phủ và mẫu
Kiểm soát độ thấm và độ dày của lớp phủ chịu nhiệt
Khả năng thấm khí và chất lỏng của lớp phủ đóng vai trò chính trong việc kiểm soát tốc độ điền đầy và sự hình thành khuyết tật. Độ dày mục tiêu từ 0,25–0,50 mm cân bằng giữa khả năng cách nhiệt và khả năng thấm khí. Khả năng thấm khí thấp sẽ giữ lại các sản phẩm phân hủy nhiệt và gây ra các khuyết tật bề mặt như vết xoắn hoặc nếp gấp. Đối với các vật đúc thành mỏng, lớp phủ có khả năng thấm chất lỏng cao giúp loại bỏ cặn ở nhiệt độ thấp hơn.
Mật độ và chất lượng của mẫu bọt
Xốp EPS mật độ thấp hơn (cân bằng giữa độ bền và khả năng phân hủy) giúp cải thiện khả năng lấp đầy các phần mỏng. Tuy nhiên, cần phải xử lý cẩn thận để tránh biến dạng. Sự chênh lệch mật độ bên trong các hình dạng gây ra hiện tượng cong vênh hoặc lấp đầy không đồng đều. Điều kiện thổi đồng đều giúp giảm thiểu những vấn đề này. Đối với các hình dạng phức tạp, các chốt thông hơi được định vị trước hoặc các lỗ khoan sau khi phủ lớp giúp cải thiện khả năng thoát khí.
Các thông số về độ nén và rung của cát
Việc tối ưu hóa tần số và biên độ rung giúp ngăn ngừa biến dạng hình dạng. Đồng thời, nó đạt được mật độ cát đồng đều. Máy đầm ngang và máy đầm dọc cần có hướng dẫn cụ thể để lấp đầy các hốc đồng thời với việc thêm cát. Điều này tránh được hiện tượng sụp đổ ở các phần phía trên.
Câu hỏi thường gặp
Những thách thức chính trong việc đúc khuôn xốp để tạo vỏ hộp số thành mỏng là gì?
Thành mỏng (5–7 mm) làm tăng nguy cơ bị tắc nghẽn do nguội, lẫn xỉ, rò rỉ, gấp nếp và rỗ khí do làm nguội nhanh, hình dạng phức tạp và sự bẫy khí từ quá trình phân hủy bọt. Việc kiểm soát chặt chẽ hệ thống rót, hướng chôn, áp suất âm, nhiệt độ, hàm lượng carbon tương đương và độ thấm của lớp phủ vẫn rất cần thiết.
Việc tối ưu hóa bằng áp suất âm giúp cải thiện chất lượng đúc như thế nào?
Áp suất âm tối ưu (khoảng 0,049) đảm bảo quá trình nén cát ổn định, loại bỏ khí hiệu quả và giảm thiểu hiện tượng sụp đổ khuôn hoặc dính cát. Nó làm giảm rò rỉ và các khuyết tật do xỉ trong khi vẫn giữ được tính toàn vẹn ở các phần mỏng.
Hàm lượng cacbon tương đương nào mang lại kết quả tốt nhất cho vỏ hộp số gang xám HT300?
Khoảng 4,1% CE cân bằng giữa tính lưu động, cấu trúc vi mô (graphit dạng vảy) và độ bền. Nó giảm thiểu độ xốp và rò rỉ đồng thời hỗ trợ khả năng gia công khi kết hợp với nhiệt độ rót phù hợp.
Lớp phủ chịu nhiệt có vai trò quan trọng như thế nào trong quá trình đúc khuôn xốp thành mỏng?
Độ thấm và độ dày của lớp phủ kiểm soát trực tiếp tốc độ điền đầy, sự thoát khí/lỏng và sự hình thành khuyết tật. Các đặc tính cân bằng giúp ngăn ngừa nếp nhăn, nếp gấp và các khuyết tật bề mặt. Chúng cũng cung cấp khả năng cách nhiệt cho các phần mỏng.
Đối tác với một nhà sản xuất và nhà cung cấp thiết bị đúc bọt bị mất hàng đầu
Các nhà sản xuất và nhà cung cấp vật tư đúc đang tìm kiếm các giải pháp đáng tin cậy, hiệu quả cao cho dây chuyền sản xuất đúc khuôn xốp có thể hưởng lợi từ các thiết bị tiên tiến được thiết kế riêng cho các bộ phận thành mỏng và phức tạp như vỏ hộp số. Công nghệ OC Công ty đóng vai trò là nhà sản xuất, nhà cung cấp và nhà máy chuyên nghiệp chuyên về thiết bị đúc khuôn xốp thông minh cao cấp, bao gồm: Máy đúc bọt, máy tạo bọt trước và hệ thống khu vực màu trắng hoàn chỉnh.
Dòng thiết bị bao gồm các hệ thống sản xuất khuôn mẫu bọt xốp độ chính xác cao, các trạm phủ tiên tiến, bàn nén rung và các dây chuyền đúc bọt xốp tự động hoàn toàn được thiết kế để xử lý cát và kiểm soát chân không vượt trội. Khám phá toàn bộ dòng thiết bị sản xuất đúc bọt xốp và liên hệ với nhóm Dành cho các cấu hình dây chuyền tùy chỉnh nhằm nâng cao năng suất và hiệu quả đúc.



